二氧化碳气体保护焊操作要点
二氧化碳气体保护焊(CO2 Gas Metal Arc Welding,简称CO2焊接或GMAW-CO2)是以CO2气体作为保护介质,使用焊丝作为电极和填充金属的熔化极气体保护焊方法。CO2焊接具有焊接成本低、生产效率高、焊接质量好、操作简便和全位置焊接能力强等优点,是目前机械制造、钢结构、汽车制造和船舶制造等行业应用最广泛的焊接方法之一。CO2焊接的熔敷速度是手工电弧焊的2-4倍,且焊后无需清理熔渣,大大提高了生产效率。
一、CO2焊接设备组成
CO2焊接设备主要由焊接电源、送丝机构、焊枪、气路系统和控制系统五部分组成。焊接电源通常采用平特性(恒压)电源或缓降特性电源,平特性电源配合等速送丝系统使用,具有电弧自身调节功能。送丝机构负责将焊丝从焊丝盘中拉出并均匀地送入焊枪,送丝速度的稳定性直接影响焊接质量。常用的送丝方式有推丝式、拉丝式和推拉丝式三种,推丝式适用于直径0.8-1.6mm的焊丝和3-5米的送丝距离。
1.1 焊枪结构
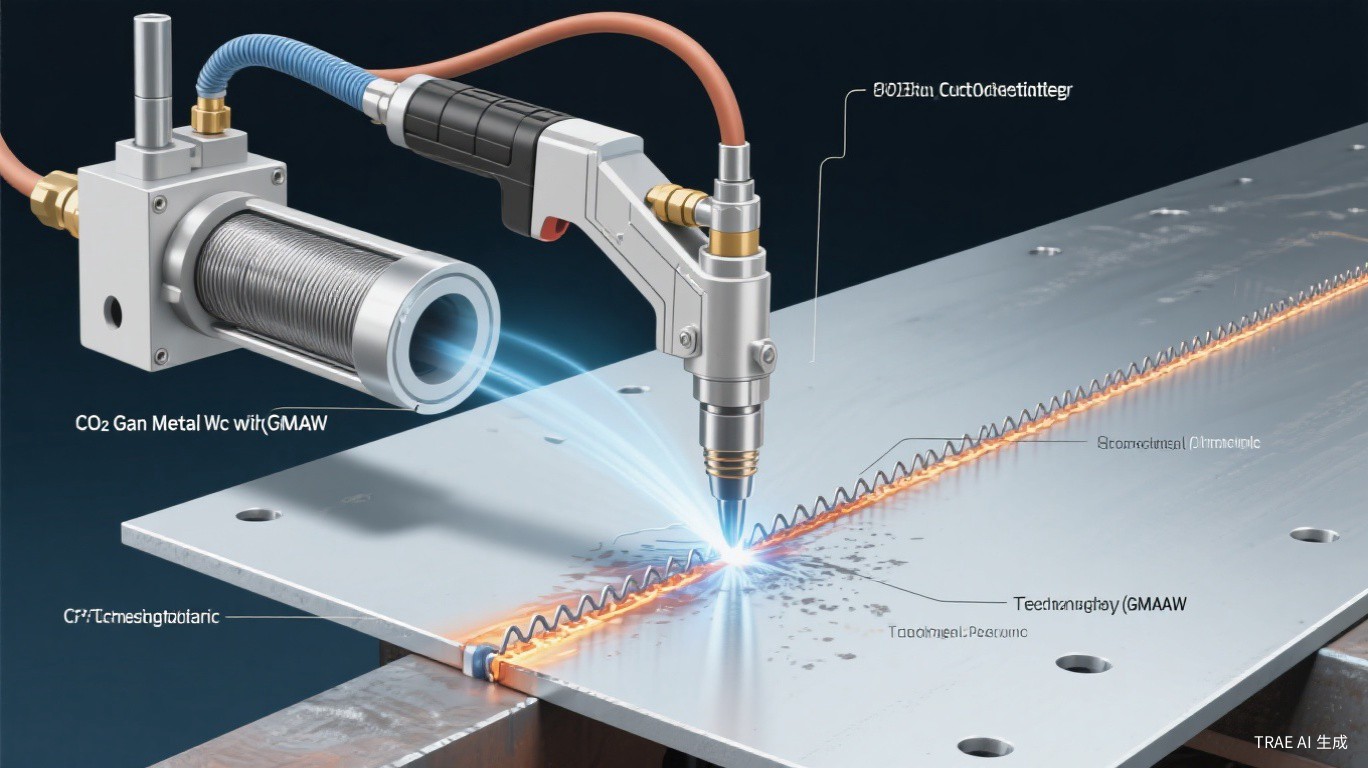
CO2焊枪由喷嘴、导电嘴、气体扩散器、绝缘体和手柄等部件组成。喷嘴的作用是引导保护气体均匀地覆盖焊接区域。导电嘴是焊丝的导向和导电部件,其内径应比焊丝直径大0.1-0.3mm。气体扩散器使CO2气体在喷嘴内部形成均匀的层流。焊枪分为鹅颈式(弯头角度可调)和直柄式两种,鹅颈式焊枪操作灵活,适用于各种焊接位置。
| 设备参数 | 规格要求 | 说明 |
|---|---|---|
| 焊接电源 | 额定电流200-500A | 根据焊接板厚选择 |
| 送丝速度范围 | 2-20 m/min | 可无级调节 |
| 焊丝直径 | 0.8/1.0/1.2/1.6mm | 根据板厚选择 |
| CO2气瓶容量 | 40L标准气瓶 | 压力15MPa时含CO2约24kg |
| 气体流量 | 10-25 L/min | 根据喷嘴直径和焊接电流调节 |
| 焊枪电缆长度 | 3-5米 | 过长会增加送丝阻力 |
二、焊前准备
CO2焊接的焊前准备工作对焊接质量有重要影响。首先,工件表面清理——使用角磨机、钢丝刷或化学清洗方法清除焊缝区域(坡口两侧各20-30mm范围)的油污、锈蚀、油漆和水分等杂质。其次,装配与定位——按照图纸要求组装工件,使用夹具固定,确保装配间隙均匀(一般间隙0.5-2mm),定位焊缝长度一般为30-50mm,间距200-400mm。
2.1 焊丝选择
CO2焊接常用的焊丝型号为ER50-6(H08Mn2SiA),其化学成分为C 0.06-0.15%、Mn 1.40-1.85%、Si 0.80-1.15%,适用于Q235、Q345等常用结构钢的焊接。焊丝直径的选择取决于工件板厚:板厚1-3mm选用0.8mm焊丝,板厚3-8mm选用1.0-1.2mm焊丝,板厚8mm以上选用1.2-1.6mm焊丝。
三、焊接参数调节
CO2焊接的主要可调参数包括焊接电流、电弧电压、焊接速度、焊丝伸出长度、气体流量和焊枪角度。焊接电流主要通过调节送丝速度来控制,电流越大,熔深和熔宽越大。电弧电压与焊接电流需要合理匹配。
3.1 推荐焊接参数
| 板厚(mm) | 焊丝直径(mm) | 焊接电流(A) | 电弧电压(V) | 气体流量(L/min) | 焊丝伸出长度(mm) |
|---|---|---|---|---|---|
| 1.0-2.0 | 0.8 | 80-120 | 17-19 | 10-15 | 8-12 |
| 3.0-4.0 | 1.0 | 120-180 | 18-22 | 12-15 | 10-15 |
| 5.0-8.0 | 1.2 | 180-260 | 22-26 | 15-20 | 12-18 |
| 10-16 | 1.2 | 220-320 | 24-28 | 15-20 | 15-20 |
| 20以上 | 1.6 | 280-400 | 26-32 | 20-25 | 18-25 |
四、操作技术要点
CO2焊接的操作技术主要包括引弧、运条和收弧三个环节。引弧方法有划擦引弧和直击引弧两种,CO2焊接通常采用直击引弧(焊丝接触工件后自动回抽引弧)。运条方式有直线运条、锯齿形运条、月牙形运条和圆圈形运条等,根据焊缝位置和板厚选择合适的运条方式。
4.1 焊枪角度与操作姿势
焊枪角度是影响焊缝成形和保护效果的重要参数。平焊时,焊枪与工件之间的行走角度(前倾角)一般为10-15度,工作角度(与焊缝法线的夹角)为90度(对接焊缝)或45度(角焊缝)。焊丝伸出长度一般为焊丝直径的10-15倍,例如1.2mm焊丝的伸出长度为12-18mm。
五、常见缺陷与解决方案
- 飞溅过大:降低电弧电压(每降低1V电压可显著减少飞溅),使用混合保护气(80%Ar+20%CO2),检查焊丝伸出长度是否过长,确认焊丝表面是否清洁。
- 气孔缺陷:加强焊前清理(清除油污和水分),检查CO2气体纯度(应不低于99.5%),增大气体流量,检查气路是否有泄漏,使用预热器减少CO2气体中的水分。
- 咬边缺陷:减小焊接电流,调整焊枪角度(避免过大倾角),降低焊接速度,适当增加焊丝摆动宽度。
- 未熔合:增大焊接电流,降低焊接速度,确保焊枪对准焊缝根部,检查坡口加工是否正确。
- 焊缝成形不良:调整电流和电压的匹配关系,保持稳定的运条速度和焊枪角度,检查送丝是否均匀。
六、总结与建议
CO2气体保护焊是一种高效、经济的焊接方法,掌握其操作要点需要系统的学习和大量的实践练习。建议初学者从平焊位置开始练习,逐步过渡到横焊、立焊和仰焊。操作过程中要养成”一看二听三调”的习惯:看电弧和熔池状态,听电弧声音(正常电弧声音均匀清脆),及时调整焊接参数。焊接完成后,按照相关标准进行外观检查和无损检测,确保焊接质量符合要求。定期维护焊接设备,包括清理焊枪喷嘴和导电嘴上的飞溅物、检查送丝轮和导丝管的磨损情况、更换CO2气体减压器中的干燥剂等。