圆度仪与圆柱度测量技术
圆度和圆柱度是机械零件形状精度的重要指标,直接影响零件的配合性质、旋转精度和使用寿命。圆度是指被测实际轮廓对其理想圆的变动量,圆柱度是圆度、直线度和素线平行度的综合指标。圆度仪(Roundness Tester)是专门用于测量圆度、圆柱度和同心度等形状误差的精密测量仪器,广泛应用于轴承、发动机、液压元件和精密轴类零件的质量检测。现代圆度仪采用高精度气浮主轴、高分辨率位移传感器和先进的数字信号处理技术,测量精度可达0.01微米级别。本文将详细介绍圆度仪的工作原理、测量方法、评定标准和实际应用技巧。
一、圆度仪工作原理
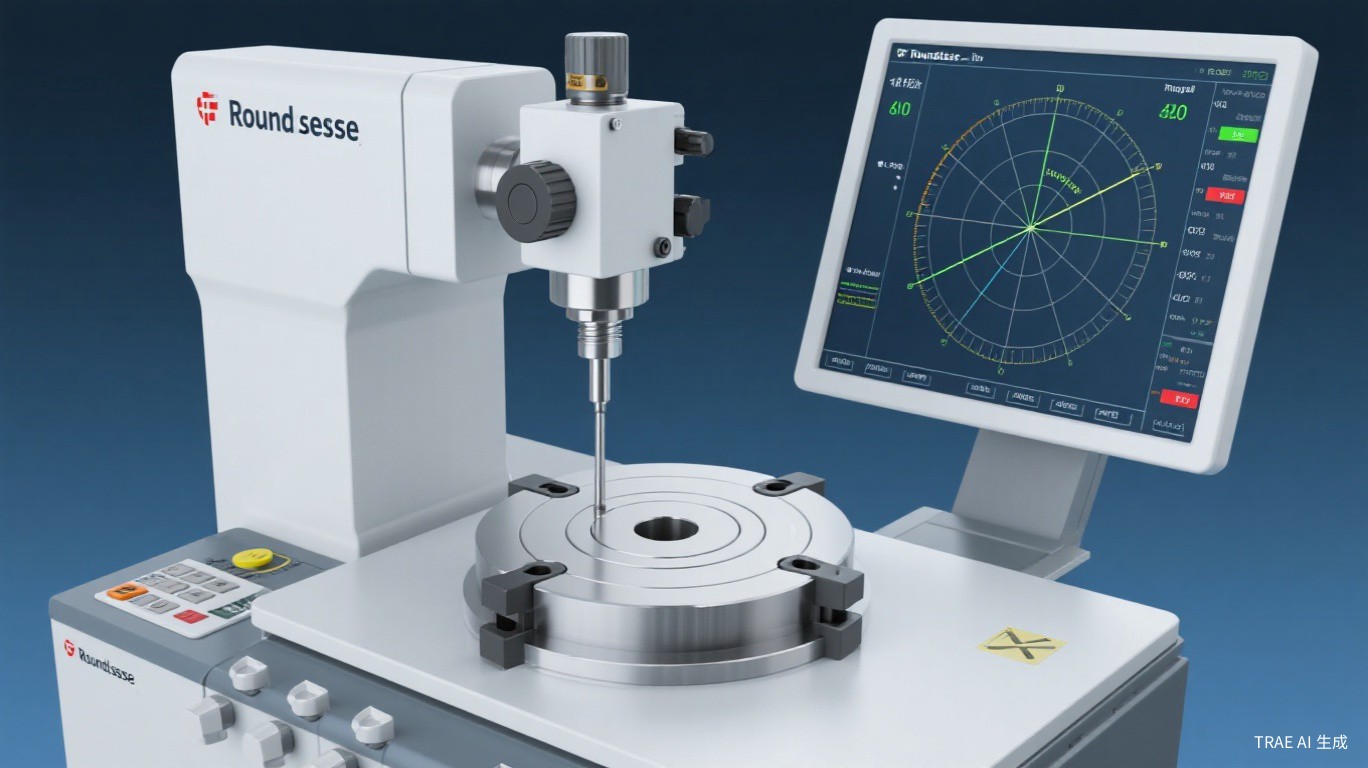
圆度仪的基本工作原理是传感器法(也称半径法):将被测零件安装在圆度仪的高精度旋转主轴上(或放在旋转工作台上),使零件轴线与主轴轴线重合。主轴旋转时,安装在传感器支架上的位移传感器(通常为电感式或电容式)的测头与被测表面接触,传感器输出与表面径向变化成正比的电信号。信号经放大、滤波和A/D转换后,由计算机处理生成被测截面的轮廓图形,并通过数学计算评定圆度误差值。圆度仪的核心部件是旋转主轴,其回转精度直接决定测量精度。高端圆度仪采用空气轴承主轴,回转精度可达0.02微米以下。
| 圆度仪型号 | 主轴精度 | 测量范围 | 分辨率 | 适用场景 |
|---|---|---|---|---|
| 泰勒霍普森Talyrond 585 | 0.025微米 | 0~500mm直径 | 0.001微米 | 超精密轴承、陀螺仪 |
| 马尔Mahr MarForm MMQ 400 | 0.04微米 | 0~400mm直径 | 0.01微米 | 精密轴类、液压件 |
| 东京精密Mitutoyo RA-2000 | 0.05微米 | 0~200mm直径 | 0.01微米 | 通用精密零件 |
| 海克斯康Hexagon Precision | 0.03微米 | 0~350mm直径 | 0.005微米 | 航空航天零件 |
| 中图仪器CHOTEST | 0.05微米 | 0~300mm直径 | 0.01微米 | 国产替代方案 |
二、圆度测量方法
2.1 测量前的准备工作
圆度测量前需要做好充分的准备工作,确保测量结果的准确性。首先,将被测零件和量具放置在恒温室内至少2小时,使温度稳定在20度正负0.5度范围内。清洁被测表面,去除油污、灰尘和毛刺。选择合适的测头类型:标准测头(球形,半径0.5~2mm)适合一般测量,斧形测头适合测量表面粗糙度较大的零件,针形测头适合测量深孔或窄槽内的圆度。安装测头后,需要调整测头臂的长度和角度,使测头与被测表面垂直接触。对于小直径零件(直径小于10mm),推荐使用小半径测头(如0.5mm);对于大直径零件,可使用较大半径测头。
2.2 工件安装与找正
工件安装与找正是圆度测量中最关键的步骤。工件安装方式根据零件形状选择:轴类零件通常用卡盘或V形块夹持,孔类零件使用心轴或专用夹具。找正的目的是使工件轴线与圆度仪主轴轴线尽可能重合,找正精度直接影响测量结果。找正方法:先进行粗找正(通过目测和手动调整),然后进行精找正(使用圆度仪的自动找正功能)。精找正通常在两个截面进行:截面一用于调整偏心量(Eccentricity),截面二用于调整倾斜量(Tilt)。偏心量应调整到测量范围内(通常小于5微米),倾斜量应调整到1微米/100mm以内。现代圆度仪具备自动找正功能,通过测量多个截面的轮廓数据自动计算偏心和倾斜量,并给出调整建议。
三、圆度误差评定方法
3.1 四种评定方法
圆度误差的评定方法有四种,按照评定结果从大到小排列为:最小区域圆法(MZC)、最小外接圆法(MCC)、最大内切圆法(MIC)和最小二乘圆法(LSC)。最小区域圆法(MZC)是国际标准(ISO 12181)和中国标准(GB/T 7235)推荐的首选评定方法,其原理是找到两个同心圆,使实际轮廓恰好被包含在这两个圆之间的环形区域内,且两圆半径之差为最小。最小外接圆法(MCC)适合评定轴类零件(外表面),模拟配合件(孔)的包容状态。最大内切圆法(MIC)适合评定孔类零件(内表面),模拟配合件(轴)的被包容状态。最小二乘圆法(LSC)通过最小二乘法拟合理想圆,计算实际轮廓点到理想圆的最大偏差,评定结果介于MZC和MCC/MIC之间。
3.2 圆度误差的谐波分析
圆度仪测量数据可以通过傅里叶分析分解为各次谐波分量,帮助分析圆度误差的来源。一次谐波(一次分量)代表偏心,即工件轴线与旋转轴线不重合;二次谐波(椭圆度)代表工件截面呈椭圆形,通常由夹紧力不均匀或切削力引起;三次谐波(三棱形度)代表截面呈三棱形,常见于三爪卡盘夹持的零件;高次谐波(四次及以上)代表表面波纹度和微观不平度。通过分析各次谐波的含量和分布,可以追溯圆度误差的工艺原因,如主轴回转误差、夹紧变形、切削振动等,为工艺优化提供依据。
四、圆柱度测量技术
4.1 圆柱度测量方法
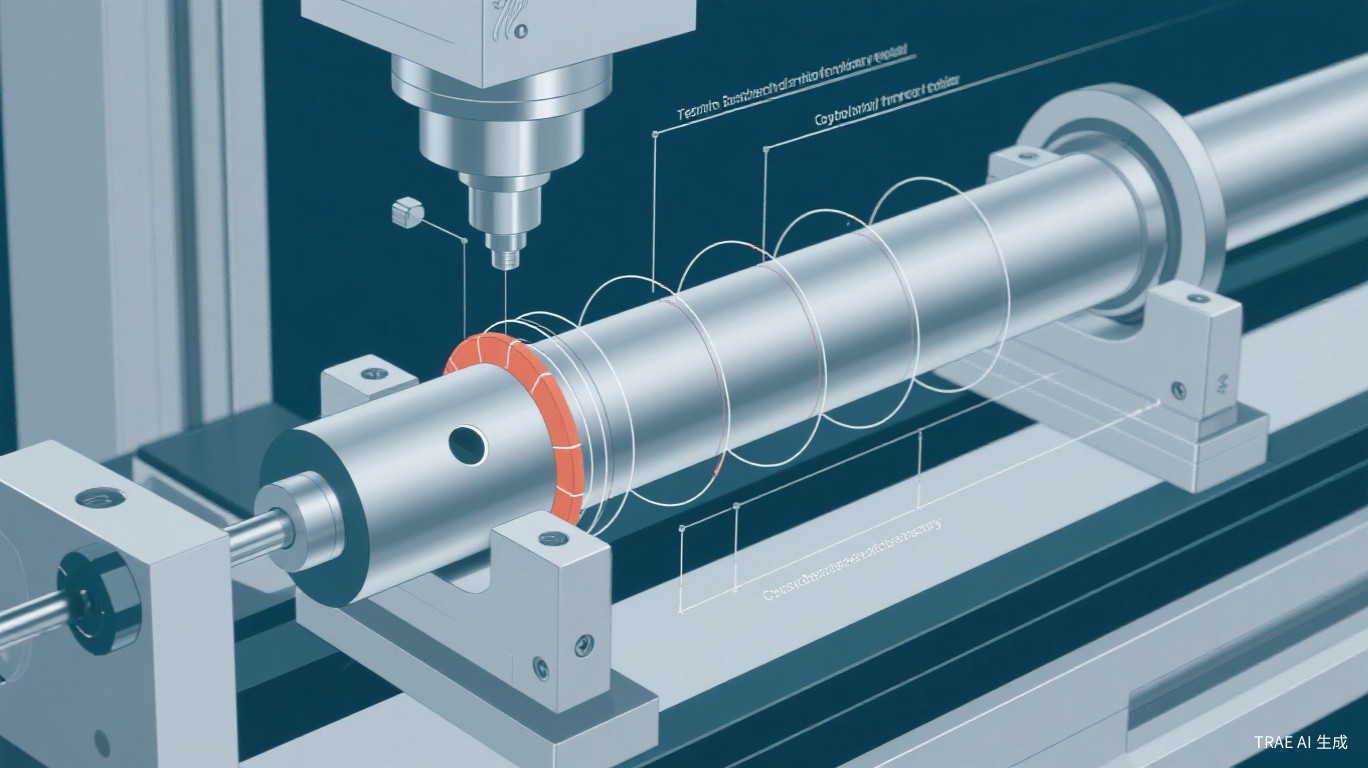
圆柱度测量需要在多个截面分别测量圆度,然后综合评定圆柱度误差。测量步骤:首先在被测圆柱面上确定3~5个等距测量截面(根据圆柱长度确定截面间距,通常每50mm设一个截面);然后依次测量各截面的圆度轮廓;系统根据所有截面的轮廓数据,通过数学计算评定圆柱度误差。圆柱度误差的评定同样采用最小区域法,找到两个同轴的理想圆柱面,使实际轮廓恰好被包含在两圆柱面之间,且两圆柱面半径之差为最小。现代高端圆度仪(如泰勒霍普森Talyrond 585)配备精密立柱和垂直导轨,测头可以沿工件轴线方向自动移动,实现圆柱面的连续扫描测量,大幅提高测量效率和精度。
4.2 圆柱度与相关参数的综合测量
圆柱度测量通常与直线度、素线平行度和同轴度等参数一起评定。直线度测量通过测头沿工件素线方向移动,记录表面径向变化,评定素线的直线度误差。素线平行度通过比较不同素线的方向偏差来评定。同轴度测量需要分别测量两个或多个截面的圆度,然后计算各截面圆心的连线与基准轴线的偏差。圆度仪软件通常提供综合分析功能,一次测量即可输出圆度、圆柱度、直线度、同心度和同轴度等多项参数的评定结果,并生成符合ISO和GB标准的测量报告。
五、常见问题与解决方案
提示:圆度测量对环境条件要求较高。振动、温度变化和气流都会影响测量精度。圆度仪应安装在隔振基座上(气浮隔振台),测量过程中避免人员走动和设备振动。测量室温度应控制在20度正负0.5度,每小时温度变化不超过0.5度。
- 测量结果重复性差:检查工件安装是否牢固,重新进行找正操作。检查测头是否磨损或松动,更换测头后重新校准。检查环境振动是否过大,必要时暂停测量。
- 轮廓图形出现不规则毛刺:检查被测表面是否有毛刺、划伤或油污,清洁被测表面。检查测头是否脏污,用无水酒精清洁测头。检查滤波设置是否合适,适当增加高通滤波截止频率。
- 偏心量过大无法找正:检查工件安装基准面是否清洁平整,重新安装工件。使用自动找正功能多次迭代,逐步减小偏心量。如偏心量始终过大,可能是工件本身弯曲或安装基准不合格。
- 圆柱度测量结果异常:检查各截面的测量条件是否一致(测头压力、测量速度等),检查立柱导轨的运动精度,确认工件轴线与主轴轴线的平行度。
- 谐波分析结果异常:检查工件装夹方式,三爪卡盘夹持的零件通常会有明显的三次谐波。如需消除装夹变形影响,建议使用软爪或弹性夹套。
六、实操案例
某轴承制造企业使用泰勒霍普森Talyrond 585圆度仪测量6205-2RS深沟球轴承内圈(内径25mm,外径52mm,宽度15mm)的圆度和圆柱度。测量方案:将内圈安装在专用心轴上,心轴与圆度仪主轴同轴度误差小于0.5微米。选择0.8mm球形测头,测头压力设为0.02N。在被测内孔表面选择3个测量截面,分别距两端面2mm和中间位置。测量参数:转速6r/min,采样点数3600点/圈,滤波范围1~500UPR(波纹/转)。测量结果:截面一圆度0.8微米(MZC法),截面二圆度0.6微米,截面三圆度0.7微米;圆柱度1.2微米。谐波分析显示二次谐波含量最大(椭圆度0.5微米),分析原因为磨削加工时砂轮进给方向与工件轴线不垂直,调整磨床砂轮头角度后,椭圆度降至0.2微米以下。
七、总结与建议
圆度仪与圆柱度测量技术是精密机械制造质量控制的重要手段。掌握圆度仪的正确使用方法,需要重点学习工件安装与找正技术、圆度误差的四种评定方法及其适用场景、谐波分析技术以及测量环境控制要求。建议测量人员定期参加圆度仪操作培训,熟悉仪器性能和维护保养要求。建立圆度测量的标准操作规程,明确测量条件、评定方法和判定标准。对于批量检测,建议开发自动化测量程序,利用圆度仪的CNC功能实现多截面、多参数的自动测量,提高检测效率和一致性。