数控机床专用夹具设计方法
夹具是数控加工中不可或缺的工艺装备,用于在加工过程中准确定位和可靠夹紧工件。数控机床专用夹具的设计质量直接影响加工精度、生产效率和操作安全性。与普通机床夹具相比,数控机床夹具需要满足更高的定位精度要求、更快的装夹速度(以配合数控机床的高效率)、更广泛的加工范围(一次装夹完成多面加工)和更高的可靠性(适应自动化生产)。本文将系统介绍数控机床专用夹具的设计原则、定位方案设计、夹紧机构选择、夹具结构设计和典型应用实例。
一、夹具设计基本原则
数控机床专用夹具设计应遵循以下基本原则:①六点定位原则——合理选择定位基准面,限制工件的六个自由度(沿X/Y/Z轴的移动和绕X/Y/Z轴的转动),确保定位准确可靠;②定位基准与设计基准重合原则——尽量使夹具的定位基准与零件图纸的设计基准重合,消除基准不重合误差;③夹紧力方向和作用点原则——夹紧力应朝向主要定位基准面,夹紧力作用点应落在定位支承范围内,避免工件变形;④工序集中原则——夹具设计应考虑一次装夹完成尽可能多的加工内容,减少装夹次数;⑤高刚性原则——夹具结构应具有足够的刚性和强度,承受切削力而不产生变形;⑥操作便捷原则——装夹和拆卸工件应方便快捷,减少辅助时间。
| 设计原则 | 技术要点 | 违反后果 |
|---|---|---|
| 六点定位 | 合理布置定位元件,限制全部六个自由度 | 定位不稳定,加工尺寸超差 |
| 基准重合 | 夹具定位基准与零件设计基准一致 | 产生基准不重合误差 |
| 夹紧力方向 | 夹紧力朝向主要定位基准面 | 工件位移或变形 |
| 高刚性 | 夹具本体和定位元件足够刚硬 | 加工振动,精度下降 |
| 工序集中 | 夹具设计考虑多面加工需求 | 增加装夹次数,降低效率 |
| 操作便捷 | 快速装夹机构,减少辅助时间 | 生产效率低 |
二、定位方案设计
2.1 常用定位方式
数控机床夹具的常用定位方式包括:平面定位(使用定位块、定位板或支承钉限制三个自由度)、圆柱孔定位(使用定位销或定位心轴限制四个自由度)、外圆柱面定位(使用V形块限制四个自由度)和组合定位(上述方式的组合,限制全部六个自由度)。平面定位是最常用的定位方式,适用于以平面为主要定位基准的零件。定位块和定位板的材料通常为20Cr渗碳淬火(HRC58-62)或GCr15轴承钢淬火(HRC60-64),以保证耐磨性和使用寿命。
2.2 定位精度分析
定位精度取决于定位元件的制造精度、安装精度和工件定位基准面的精度。定位误差的计算公式为:ΔD = ΔB + ΔY,其中ΔB为基准不重合误差(定位基准与设计基准之间的尺寸公差),ΔY为基准位移误差(定位元件与工件定位面之间的配合间隙)。对于销孔定位,基准位移误差ΔY = (Dmax – dmin) / 2,其中Dmax为工件孔的最大直径,dmin为定位销的最小直径。例如:工件孔φ20H7(+0.021/0),定位销φ20g6(-0.007/-0.020),则ΔY = (20.021 – 19.980) / 2 = 0.0205mm。
三、夹紧机构选择与设计
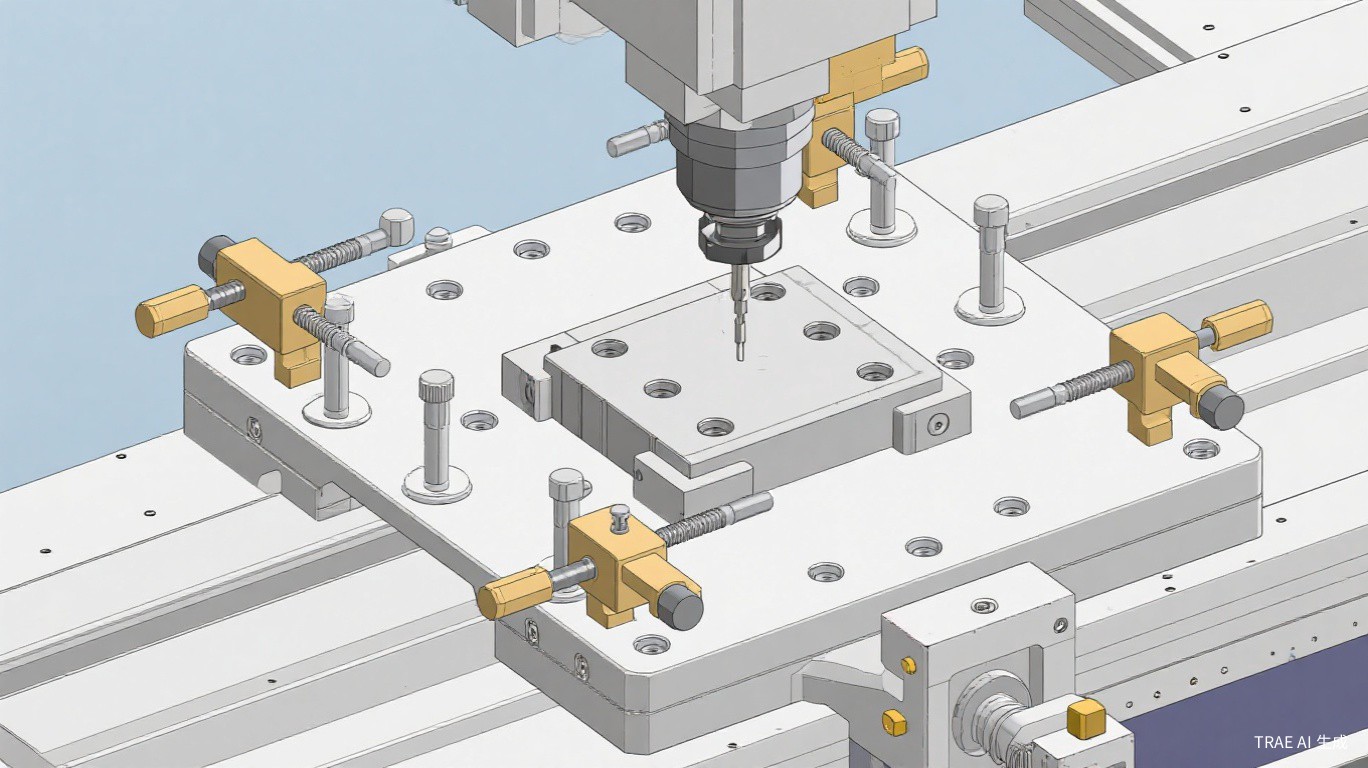
夹紧机构的作用是在切削力作用下保持工件与定位元件的可靠接触。数控机床夹具常用的夹紧机构包括:螺旋夹紧机构(手动螺栓/螺母夹紧,结构简单,夹紧力大,但操作速度慢)、偏心夹紧机构(偏心轮夹紧,操作快速,但夹紧力较小)、气动夹紧机构(气缸驱动,夹紧力稳定,操作速度快,适合批量生产)、液压夹紧机构(油缸驱动,夹紧力大,结构紧凑,适合大型工件)和凸轮联动夹紧机构(一个操作动作同时夹紧多个点,适合多工位夹具)。
| 夹紧机构类型 | 夹紧力范围 | 操作速度 | 适用场景 |
|---|---|---|---|
| 螺旋夹紧 | 大(可达数吨) | 慢 | 小批量、单件生产 |
| 偏心夹紧 | 小(通常1-3kN) | 快 | 小切削力加工 |
| 气动夹紧 | 中(0.5-5kN) | 快 | 批量生产,中小型工件 |
| 液压夹紧 | 大(可达数十吨) | 较快 | 大型工件,重切削 |
| 凸轮联动 | 中 | 快 | 多工位夹具 |
四、夹具结构设计要点
数控机床专用夹具的结构设计需要考虑以下要点:①夹具底座设计——夹具底座应具有足够的刚性和安装精度,通常采用HT250铸铁或Q235钢板焊接后退火处理。底座上设有定位键槽,与机床工作台T型槽配合,确保夹具在机床上的定位精度;②排屑设计——数控加工产生大量切屑,夹具结构应避免切屑堆积和滞留,设置足够的排屑空间和排屑槽;③干涉检查——夹具设计完成后必须进行干涉检查,确保夹具不与刀具、主轴和机床运动部件发生干涉,可以利用三维建模软件进行运动仿真检查;④对刀基准——夹具上应设置对刀基准面或对刀块,方便操作人员确定工件坐标系原点。
五、典型夹具应用实例
某箱体零件数控加工中心夹具设计案例:零件为铝合金箱体,尺寸300mm×200mm×150mm,加工内容为铣六面、镗轴承孔φ60H7和φ40H7、钻攻螺纹孔。夹具设计方案:①采用一面两销定位——以箱体底面作为主要定位基准(限制3个自由度),以两个定位销孔(φ10H7)作为辅助定位基准(限制3个自由度),实现完全定位;②采用液压夹紧——在箱体顶面设置4个液压压板,夹紧力朝向底面定位基准,每个压板夹紧力2kN,总夹紧力8kN;③夹具底座采用HT250铸铁件,设有定位键槽与工作台T型槽配合;④设置对刀块,确定工件坐标系原点;⑤夹具四周设置排屑槽,便于切屑排出。
提示:夹具设计完成后,必须进行严格的图纸审查和实物验证。图纸审查内容包括:定位方案是否合理、夹紧力是否足够、干涉检查是否通过、排屑是否顺畅、操作是否便捷。实物验证包括:定位精度检测、夹紧力测试、装夹时间测量和首件加工验证。建议建立夹具设计标准件库,提高设计效率和标准化水平。
六、总结与建议
- 工件装夹后变形:增大夹紧力接触面积,使用浮动支撑辅助定位,调整夹紧力大小(避免过大),采用软爪夹持
- 夹具定位精度不足:提高定位元件的制造精度(IT6-IT7级),检查定位面磨损情况,定期校验夹具精度
- 夹具干涉加工路径:在CAM软件中进行夹具干涉检查,优化夹具结构减小体积,调整夹紧元件位置避开加工区域
- 换刀时夹具与刀库干涉:确认夹具最大高度不超过刀库换刀空间,设计夹具时预留换刀安全距离
- 夹具刚性不足导致振纹:增加夹具体壁厚或加强筋,选用铸铁材料提高阻尼特性,增大夹具与机床工作台的接触面积
数控机床专用夹具设计是数控加工工艺的重要组成部分,直接影响加工精度和生产效率。建议夹具设计人员:①深入理解零件图纸和加工工艺要求,确定合理的定位方案;②根据生产批量选择合适的夹紧机构,小批量用手动夹紧,大批量用气动/液压夹紧;③充分利用三维CAD软件进行夹具设计和干涉检查;④建立夹具标准件库和典型结构库,提高设计效率;⑤与机床操作人员密切沟通,了解实际使用中的问题并持续改进;⑥做好夹具的日常维护和定期校验,保持夹具精度。通过科学的夹具设计和规范的管理,可以有效提高数控加工的质量和效率。