数控机床安装调试与精度验收
数控机床的安装调试与精度验收是设备投入使用的关键环节,直接影响机床的加工精度和长期稳定性。安装调试工作包括机床的基础施工、机床就位安装、水平调整、机电系统连接、数控系统参数设定和功能调试等多个方面。精度验收则是对机床安装调试质量的全面检验,包括几何精度、位置精度、加工精度和功能可靠性等方面的检测。一套规范的安装调试和验收流程,可以确保机床达到出厂精度指标,为后续的稳定生产奠定基础。
一、机床基础施工
数控机床的基础施工是安装工作的第一步,基础质量直接影响机床的精度和稳定性。机床基础应满足以下要求:基础承载力应大于机床自重的1.5~2倍;基础应与厂房地面隔离,避免其他设备的振动通过地面传递到机床;基础应设置防振沟或防振垫,隔离外部振动源。对于高精度机床(如坐标磨床、精密加工中心),应采用单独的防振基础或空气弹簧隔振。基础的混凝土强度等级不低于C25,厚度根据机床重量和地基承载力计算确定,通常为300~500mm。
| 机床类型 | 基础要求 | 防振措施 | 地脚螺栓规格 | 水平调整精度 |
|---|---|---|---|---|
| 普通数控车床 | 普通混凝土地面 | 橡胶减振垫 | M16~M20 | 0.04mm/m |
| 加工中心 | 单独基础 | 防振沟或减振垫 | M20~M30 | 0.02mm/m |
| 精密加工中心 | 防振基础 | 空气弹簧隔振 | M24~M36 | 0.01mm/m |
| 坐标磨床 | 独立防振基础 | 空气弹簧+防振沟 | M24~M30 | 0.005mm/m |
二、机床就位与水平调整
2.1 机床搬运与就位
机床搬运应使用专业的起重设备(叉车或吊车),严格按照机床说明书规定的吊装点和搬运方式进行操作。搬运过程中应保持机床水平,避免倾斜超过15度。机床就位后,将地脚螺栓放入预留孔中,调整机床位置使地脚螺栓对准预留孔中心。对于大型机床,应使用液压千斤顶和垫铁进行精细的位置调整。
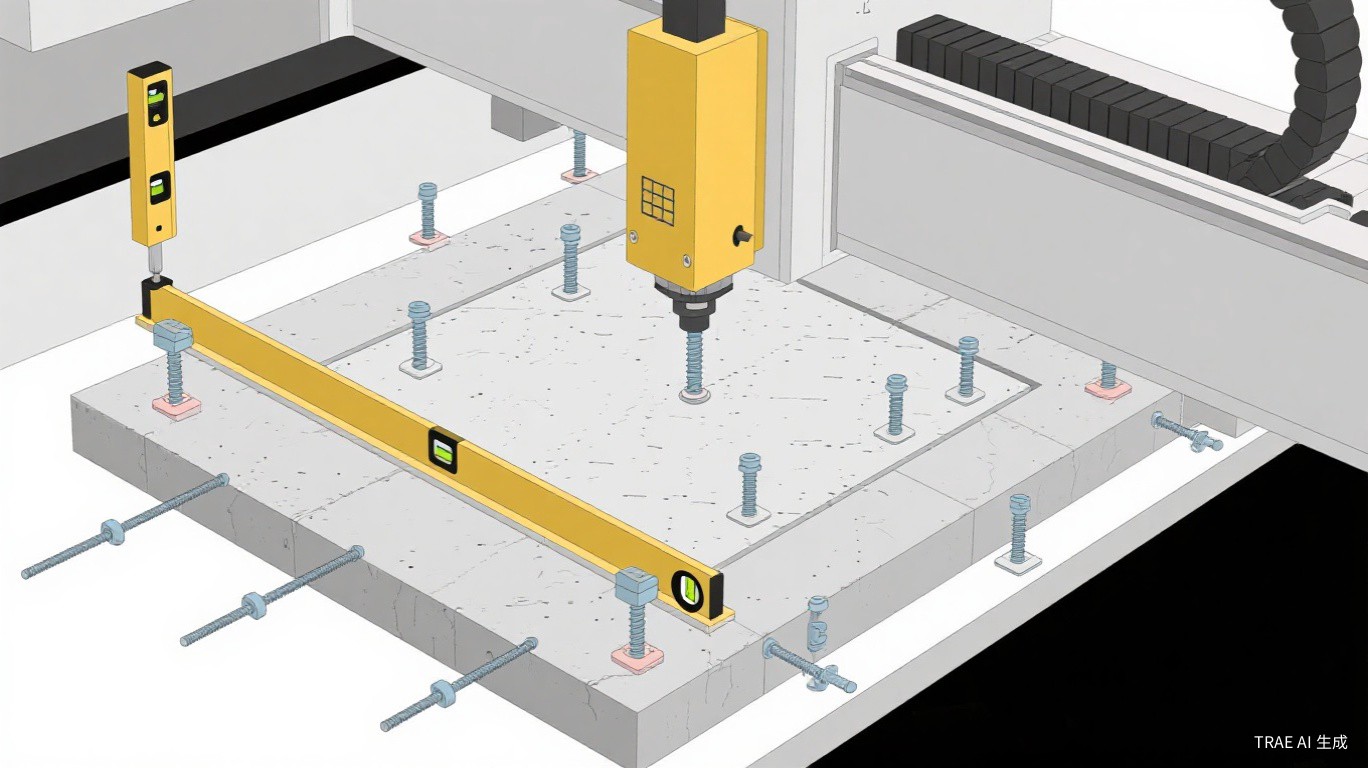
2.2 水平调整方法
机床水平调整是安装调试的核心环节。调整步骤:第一步,将精密水平仪(分辨率0.02mm/m)放置在机床工作台或床身的基准面上;第二步,调整地脚螺栓上的调平螺母,使水平仪读数在规定范围内;第三步,在X方向和Y方向(或纵向和横向)分别测量和调整;第四步,调整后锁紧调平螺母的锁紧螺母。加工中心的水平调整精度应达到0.02mm/m以内,精密机床应达到0.01mm/m以内。水平调整完成后应等待24小时以上,使基础混凝土充分稳定后再进行复检和微调。
三、机电系统连接与调试
3.1 电气系统连接
电气系统连接包括:主电源线缆连接(三相380V,确认相序正确)、控制电源连接(DC24V)、伺服电机动力线和编码器线缆连接、I/O信号线缆连接和接地系统连接。电气连接完成后,应检查所有接线端子的紧固状态,确认无松动。接地系统尤为重要,机床的保护接地、系统接地和信号接地应分别连接,接地电阻应小于4欧姆。首次上电前,应使用万用表检查各回路的绝缘电阻(应大于1兆欧)和相间电压(380V正负10%)。
3.2 液压/气动系统调试
液压系统调试步骤:检查液压油箱油位是否达到规定高度;启动液压泵电机,确认转向正确;调整系统压力至规定值(通常为5~7MPa);检查各管路接头无泄漏;操作各液压执行元件(如液压夹紧、液压换刀等),确认动作正常。气动系统调试:检查气源压力(0.5~0.7MPa);调整气源三联件(过滤器、减压阀、油雾器);检查各气动元件(气缸、电磁阀)动作是否正常;确认无漏气。
四、几何精度检测
提示:几何精度检测应在机床达到热平衡状态后进行(通常运转1~2小时后),环境温度应稳定在20度C正负2度C范围内。
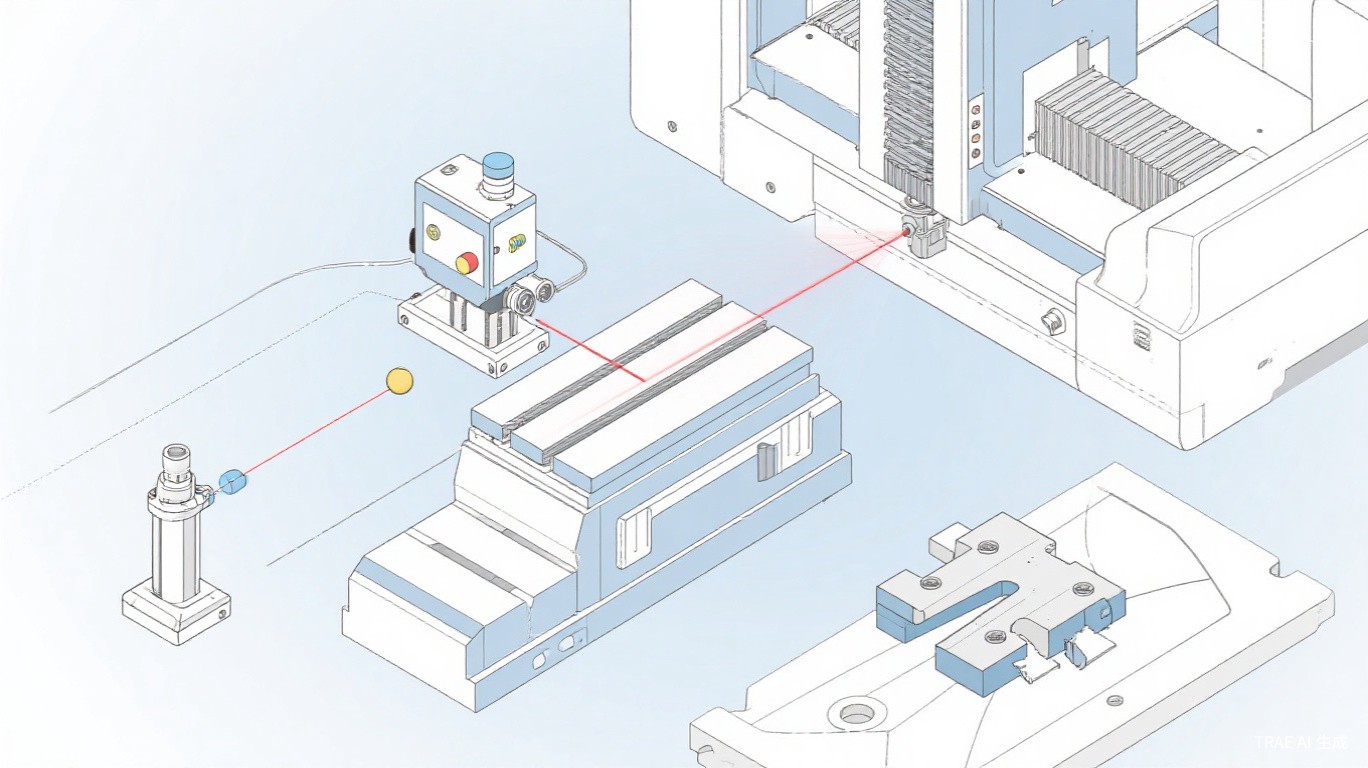
- 直线度检测:使用平尺和千分表或激光干涉仪检测各轴导轨的直线度。X/Y/Z轴的直线度误差应小于0.01mm/1000mm(精密级)或0.02mm/1000mm(普通级)。
- 垂直度检测:使用方箱、直角尺和千分表检测X-Y、X-Z、Y-Z轴之间的垂直度。垂直度误差应小于0.01mm/300mm(精密级)或0.02mm/300mm(普通级)。
- 平行度检测:检测主轴轴线与工作台面的平行度、各轴运动方向与工作台面的平行度。平行度误差应小于0.01mm/300mm。
- 主轴精度检测:检测主轴的径向跳动(小于等于0.005mm)和轴向窜动(小于等于0.005mm),以及主轴轴线与Z轴导轨的平行度。
五、位置精度与加工精度验收
位置精度验收使用激光干涉仪按照GB/T17421.2标准进行检测,包括定位精度和重复定位精度。加工精度验收通过加工标准试件(如NAS979试件或ISO试件)来综合评价机床的加工能力。试件材料通常为铝合金(6061-T6)或铸铁(HT200),加工后使用三坐标测量机检测试件的尺寸精度、形位公差和表面粗糙度。
六、实操案例
某企业新安装一台DMG MORI NHX4000卧式加工中心(工作台400mmx400mm,BT40刀柄)。安装调试流程:基础施工(C30混凝土,厚度400mm,设防振沟);机床就位(使用25吨吊车吊装,4个M24地脚螺栓);水平调整(使用0.02mm/m水平仪,X方向0.015mm/m,Y方向0.012mm/m);电气连接和首次上电;数控系统参数初始化和轴参数设定;液压系统调试(压力6MPa);伺服系统调试(位置增益1825=40,速度增益1852=250);几何精度检测(直线度0.006mm/1000mm,垂直度0.008mm/300mm);位置精度检测(定位精度0.005mm,重复定位精度0.003mm);加工NAS979试件,检测结果:尺寸精度正负0.008mm,表面粗糙度Ra0.8微米,全部指标优于出厂标准。
七、总结与建议
数控机床的安装调试与精度验收是一项系统性工程,需要严格按照规范流程执行。基础施工质量是机床精度的根基,水平调整是安装的核心,机电系统调试是功能保障,精度验收是质量检验。建议企业配备专业的安装调试团队,建立标准化的安装调试和验收规范。验收完成后应做好完整的验收记录和精度档案,作为后续精度维护和故障排查的参考依据。