机加车间物流与在制品管理:精益生产视角下的优化策略
机加工车间的物流管理和在制品(WIP,Work In Process)控制是影响生产效率和成本的关键因素。据统计,在典型的机加工车间中,工件的实际切削加工时间仅占总交付周期的5%-15%,其余85%-95%的时间消耗在等待、搬运、存储和检验等非增值环节。过量的在制品不仅占用大量流动资金和仓储空间,还会掩盖生产过程中的各种问题(如设备故障、质量缺陷和工艺瓶颈),使问题难以被及时发现和解决。精益生产理念将过多的在制品视为七大浪费之一,通过优化车间物流、实施拉动式生产和控制在制品水平,可以显著缩短交付周期、降低库存成本并提高生产柔性。本文将从机加工车间的物流分析入手,讲解在制品管理的核心方法和实施策略。
一、机加车间物流分析
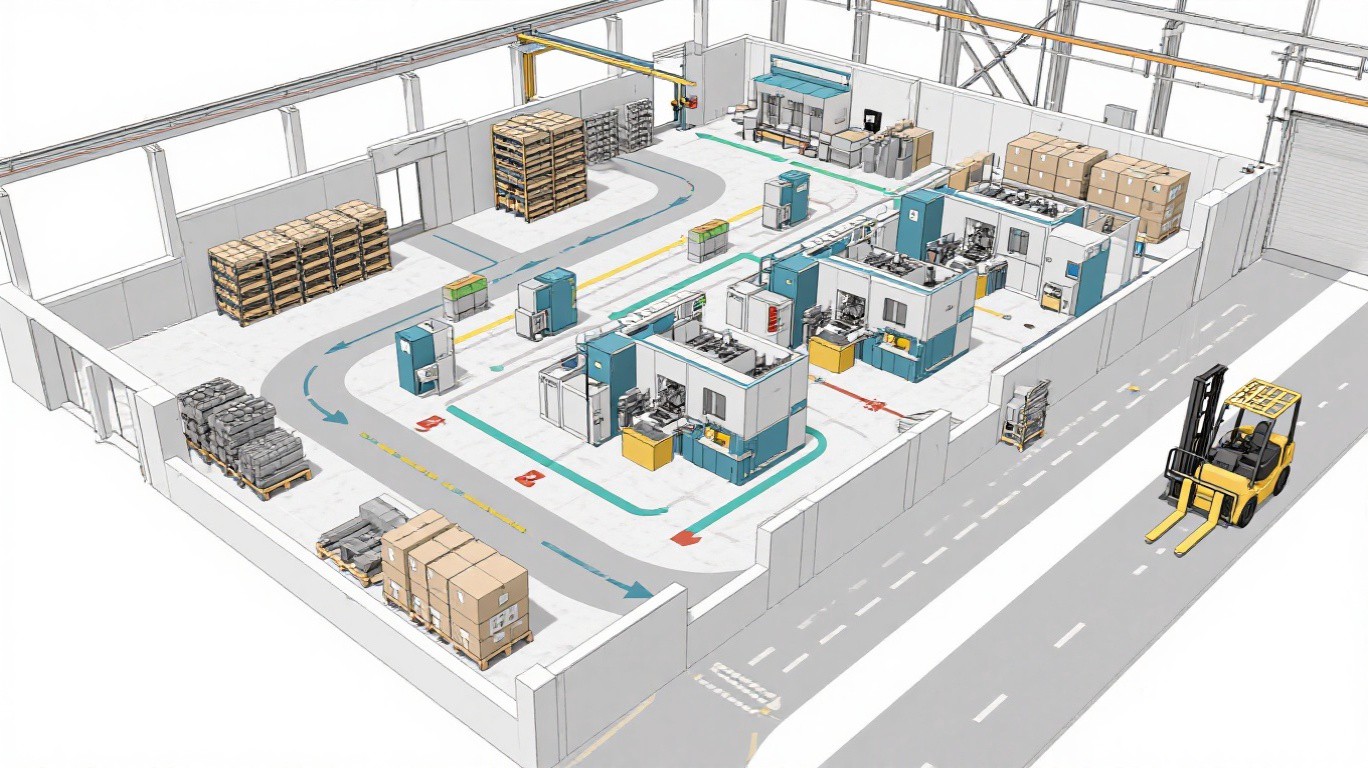
机加工车间的物流包括物料流入(原材料、毛坯进入车间)、工序间流转(在制品在各工序之间的移动)和成品流出(完工零件送出车间)三个环节。工序间物流是车间物流的核心,其效率直接影响生产节奏的流畅性。物流分析的方法包括:工艺路线分析(绘制每类零件的工艺路线图,分析物流路径是否合理)、搬运分析(统计搬运距离、搬运次数和搬运方式)、布局分析(评估设备布局与工艺路线的匹配度)和等待分析(统计工件在各工序的等待时间和原因)。常见的车间布局方式有:按工艺布局(将相同功能的设备集中布置,适合多品种小批量)、按产品布局(按工艺路线布置设备,适合大批量流水线)和单元布局(将加工一组相似零件的设备组成制造单元,适合成组技术生产)。
| 物流指标 | 计算方法 | 优秀水平 | 一般水平 | 改进方向 |
|---|---|---|---|---|
| 在制品周转天数 | WIP价值/(月产值/30) | 3-5天 | 10-20天 | 减少WIP数量,加快流转 |
| 搬运距离/零件 | 各工序间距离之和 | 小于50m | 100-300m | 优化设备布局 |
| 搬运次数/零件 | 装卸和搬运次数 | 小于5次 | 10-20次 | 合并工序,减少转运 |
| 增值比 | 加工时间/交付周期 | 大于15% | 5%-10% | 减少等待和搬运时间 |
| 交付周期 | 从下单到交付的天数 | 5-10天 | 20-40天 | 拉动生产,减少WIP |
二、在制品管理核心方法
2.1 看板拉动系统
看板(Kanban)是精益生产中控制在制品数量的核心工具。看板拉动系统的基本原理是:下游工序根据实际消耗向上游工序发出生产指令(拉动信号),上游工序只生产被下游工序拉走的数量,从而实现各工序的同步生产和在制品数量的自然限制。看板分为两种基本类型:搬运看板(传达取件指令,授权下游工序到上游工序领取零件)和生产看板(传达生产指令,授权上游工序生产一定数量的零件)。看板的数量决定了在制品的最大数量,通过增减看板数量可以精确控制在制品水平。看板数量的计算需要考虑日均需求量、等待时间、加工时间、安全系数和容器容量等因素。
2.2 在制品限额设定
在制品限额(WIP Cap)是对车间或生产线在制品数量的上限约束,是防止在制品过度积累的有效手段。WIP限额的设定方法包括:基于节拍时间的计算法(WIP限额等于工序数乘以瓶颈工序节拍时间除以日均需求量)、基于TOC约束理论的设定法(在瓶颈工序前设置合理的缓冲库存,非瓶颈工序控制在制品为零)和基于实际数据的渐进调整法(从当前WIP水平开始,逐步减少并观察对产出和交付的影响)。对于机加工车间,建议按工序段设定WIP限额:原材料库到粗加工(WIP限额=2-3天量)到热处理(WIP限额=1批)到精加工(WIP限额=1-2天量)到检验入库(WIP限额=0.5天量)。
三、车间布局优化与物流改善
车间布局优化是改善物流效率的基础工作。对于多品种小批量机加工车间,推荐采用成组技术(GT)布局,将加工工艺路线相似的零件组成零件族,将加工这些零件族的设备组成制造单元(U型线或直线型线)。制造单元的优势包括:减少工序间搬运距离(通常减少50%-70%)、缩短交付周期、减少在制品数量、提高团队协作效率。物流搬运工具的选择也应优化:短距离频繁搬运使用手动液压搬运车或滚道输送机,长距离大批量搬运使用叉车或AGV自动导引车。工位器具的标准化设计(如标准料箱、料架和托盘)能够提高搬运效率和存储密度。
提示:在制品管理的改善不应孤立进行,应与生产计划优化、质量管理和设备维护等工作协同推进。过多的在制品往往是生产计划不合理、质量不稳定或设备故障频繁的表现,需要从根源上解决这些问题。
四、常见问题与解决方案
- 在制品堆积在瓶颈工序前:识别瓶颈工序,提高瓶颈工序的效率(增加班次、优化参数、减少换模时间),非瓶颈工序控制在制品数量
- 物料搬运频繁且混乱:优化设备布局减少搬运距离,实施定置管理明确物料存放位置,使用标准容器统一规格
- 零件混批和错批:实施批次标识和追溯系统,使用条码或RFID标签跟踪每个批次的流转状态
- 在制品占用空间过大:减少WIP数量,使用多层货架提高存储密度,实施超市化管理(固定存放位置和最大/最小库存量)
- 工序间等待时间过长:优化排产计划使各工序节拍均衡,减少批量大小(从大批量转为小批量多频次生产)
五、实操案例:某阀门厂车间物流优化
某阀门制造厂的机加工车间有数控车床8台、加工中心6台、外圆磨床4台,月产各类阀门零件约5000件。优化前状态:WIP周转天数18天,交付周期平均25天,搬运距离平均180m/件,增值比约8%。优化措施:按零件族将设备重组为3个制造单元(阀体单元、阀杆单元和阀盖单元),每个单元采用U型布局;实施看板拉动系统,设定各单元WIP限额为2天量;引入标准料箱和滚道输送机替代叉车搬运。优化后效果:WIP周转天数降至5天,交付周期缩短至10天,搬运距离减少至45m/件,增值比提升至18%,车间占用面积减少25%。
六、总结与建议
机加工车间的物流优化和在制品管理是精益生产实施的基础工作,也是最容易见效的改善领域。建议企业从物流现状分析入手,识别浪费环节,然后通过布局优化、看板拉动和WIP限额等手段逐步改善。改善过程应遵循先易后难、循序渐进的原则,先在一条生产线或一个制造单元试点,验证效果后再推广到整个车间。持续监控WIP水平、交付周期和增值比等关键指标,确保改善效果的持续性和稳定性。