机械零件抛光与研磨技术:从粗加工到镜面的完整工艺链
抛光和研磨是机械零件表面精加工的终极手段,能够将表面粗糙度从Ra0.4微米提升至Ra0.01微米以下的镜面水平。在光学镜头模具、半导体设备零件、医疗器械、精密量具和高端装饰件等领域,抛光研磨技术是实现零件功能性和外观质量的关键工艺。研磨(Lapping)利用游离磨料在工件与研具之间进行微量切削,能够获得极高的尺寸精度(0.001mm)和形状精度;抛光(Polishing)则使用更细的磨料和柔软的抛光工具,主要目的是改善表面粗糙度和光泽度,对尺寸精度的影响较小。本文将系统讲解研磨和抛光的工艺原理、磨料选择、工艺参数设置和典型应用案例。
一、研磨工艺原理与分类
研磨加工利用涂敷或压嵌在研具表面的游离磨料微粒,在研具与工件之间施加一定压力的条件下进行相对滑动,磨料微粒对工件表面进行微切削、滚压和化学作用,从而实现极微量的材料去除和表面精整。研磨按操作方式分为手工研磨和机械研磨,按磨料供给方式分为湿研(研磨剂为液体悬浮液)、干研(磨料直接涂敷在研具上)和半干研(研磨膏)。机械研磨通常使用研磨机(双面研磨机、单面研磨机或行星式研磨机),工件在研盘上作复杂的行星运动,确保表面各点的研磨轨迹均匀分布。研磨的加工精度极高,平面度可达0.001mm/100mm,平行度可达0.002mm,尺寸精度可达正负0.001mm。
| 研磨/抛光工序 | 磨料种类 | 磨料粒度 | 加工余量(微米) | 可达粗糙度Ra(微米) | 适用场景 |
|---|---|---|---|---|---|
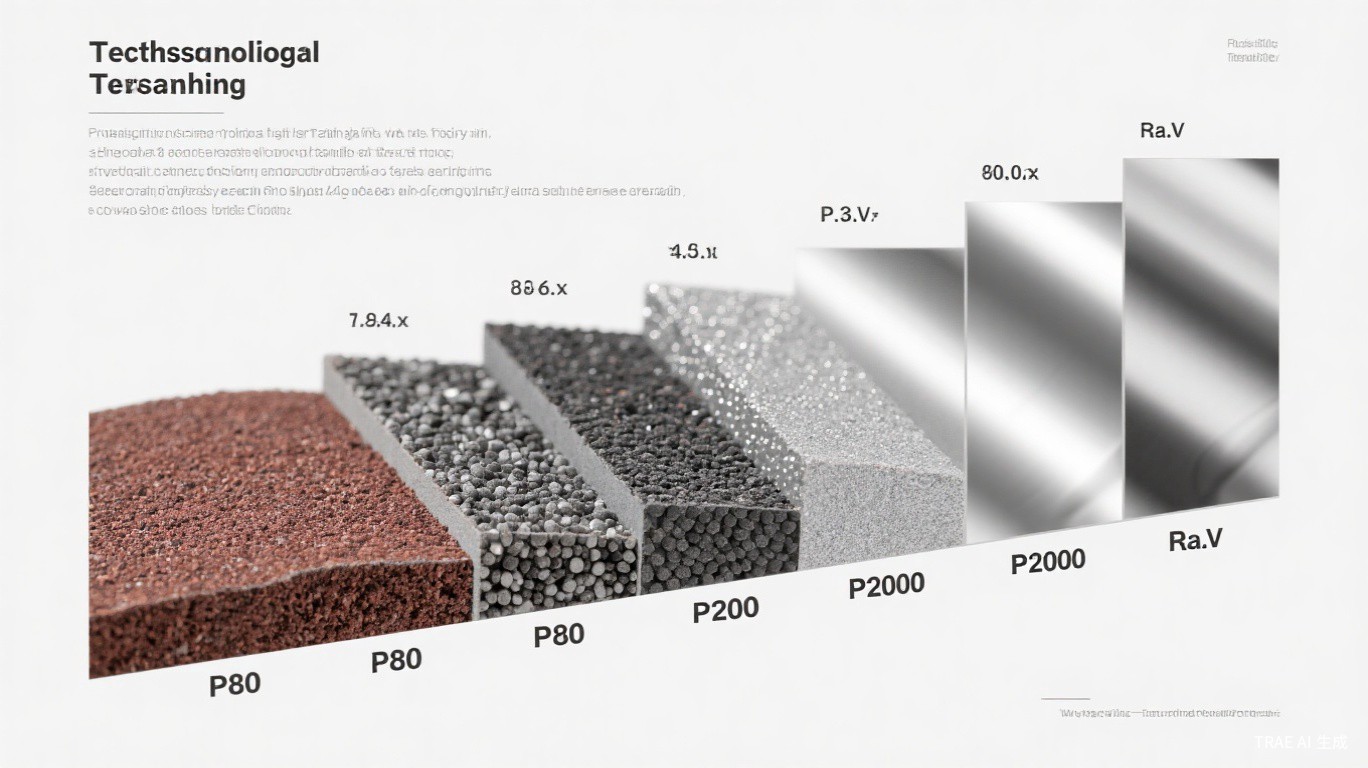
| 粗研磨 | 碳化硅(SiC) | F240-F400 | 10-30 | 0.2-0.4 | 去除加工痕迹,修正形状 |
| 半精研磨 | 白刚玉(WA) | F600-F1000 | 3-10 | 0.05-0.2 | 提高表面质量 |
| 精研磨 | 白刚玉/氧化铬 | F1200-F2000 | 1-3 | 0.02-0.05 | 精密尺寸控制 |
| 粗抛光 | 氧化铬/氧化铝 | W14-W7 | 0.5-2 | 0.01-0.02 | 改善表面光泽 |
| 精抛光 | 氧化铈/钻石膏 | W3-W0.5 | 0.1-0.5 | 0.005-0.01 | 镜面加工 |
二、抛光工艺详解
2.1 机械抛光与手工抛光
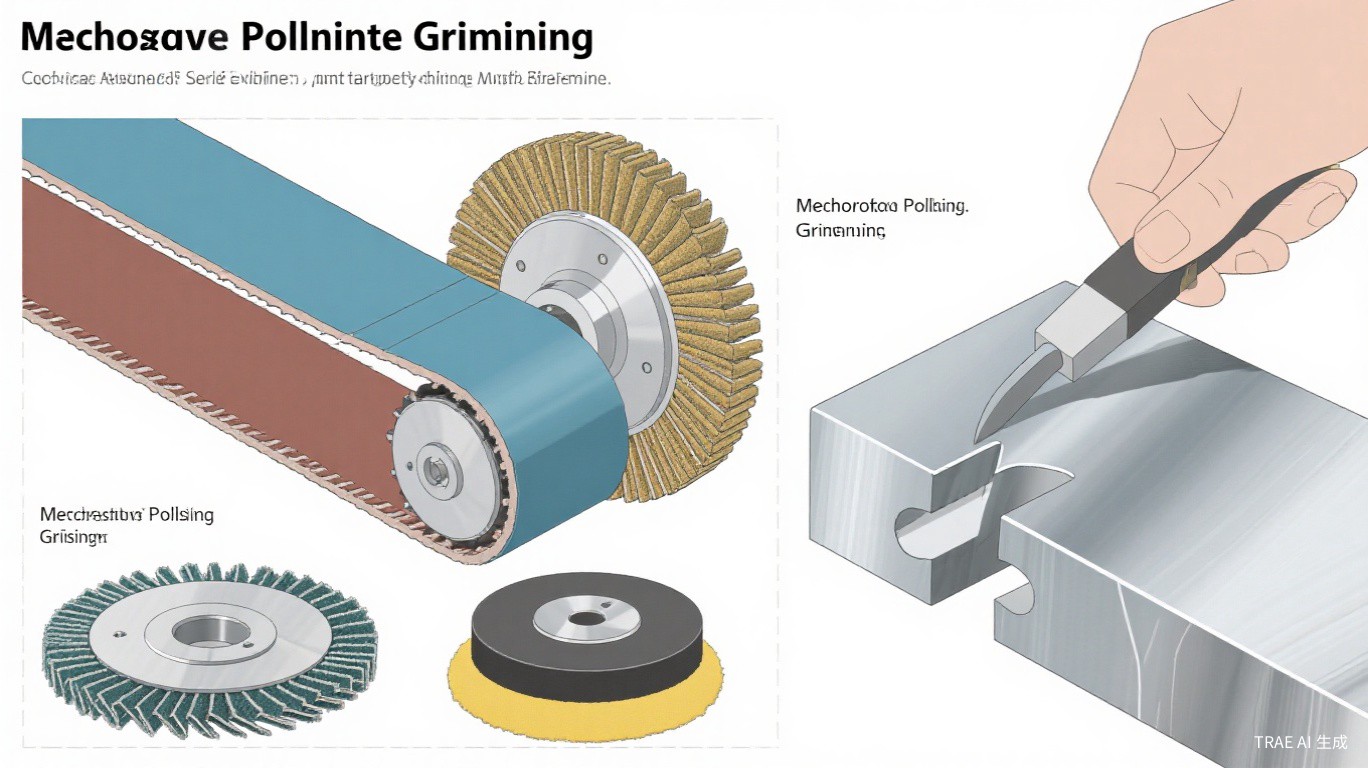
机械抛光使用抛光机(如平面抛光机、外圆抛光机、振动抛光机等)配合抛光轮和抛光膏进行加工。抛光轮的材料通常为毛毡、帆布、皮革或无纺布,其柔软性和弹性使磨料能够贴合工件表面的微观起伏进行均匀研磨。抛光膏由磨料微粉和载体(油脂或蜡)组成,常见的磨料包括氧化铬(绿色,适用于钢铁材料)、氧化铝(白色,通用型)、氧化铈(浅黄色,适用于玻璃和光学材料)和金刚石微粉(适用于超硬材料和最终镜面抛光)。手工抛光使用竹片、木片或塑料片作为工具,粘贴抛光布或抛光皮,配合抛光膏进行操作,适合复杂形状零件和局部抛光。
2.2 化学机械抛光(CMP)
化学机械抛光(Chemical Mechanical Polishing)是半导体制造中的核心技术,通过化学腐蚀和机械磨削的协同作用实现原子级的平坦化加工。CMP使用含有纳米级磨料颗粒(如SiO2、Al2O3或CeO2)和化学腐蚀剂的抛光液,在抛光垫上对工件进行抛光。化学腐蚀使工件表面形成软化层,机械磨削去除软化层,两者协同实现极高的材料去除选择比和表面平坦度。CMP在集成电路制造中用于层间介质(ILD)平坦化、铜互连线和浅沟槽隔离(STI)等关键工序,表面粗糙度可达Ra0.5nm以下。
三、工艺参数控制
研磨抛光的工艺参数包括磨料粒度和种类、研磨压力、相对运动速度、研磨时间和冷却条件。研磨压力的选择取决于磨料粒度和工件材料:粗研磨压力较大(0.1-0.3MPa),精研磨和抛光压力较小(0.01-0.1MPa)。相对运动速度通常为10-30m/min,速度过高会导致磨料飞溅和温度升高,速度过低则加工效率低下。研磨时间需要根据加工余量和材料去除率精确控制,过长的研磨时间会导致过抛光现象,使工件表面出现塌边或中心凹陷。冷却条件对研磨质量影响显著,研磨过程中产生的热量会导致工件变形和尺寸变化,必须使用充足的冷却液进行温度控制。
提示:研磨和抛光工序对环境清洁度要求极高。微小的灰尘颗粒混入磨料中会在工件表面产生深划痕,导致前道工序的加工成果毁于一旦。研磨抛光应在恒温恒湿的净化环境中进行。
四、常见问题与解决方案
- 表面出现划痕:检查研磨环境清洁度,更换研磨液/研磨膏,确保研具表面无硬质颗粒,降低研磨压力
- 表面出现塌边(边缘变圆):减小研磨压力,使用较硬的研具,在工件边缘加保护挡板
- 平面度超差:检查研具的平面度(研具应定期修整),调整工件在研具上的位置使其均匀研磨
- 表面发暗或变色:检查冷却液是否充足,降低研磨速度,避免研磨热导致的氧化变色
- 抛光后出现橘皮纹:检查抛光轮的硬度和弹性是否均匀,降低抛光压力,更换抛光膏
五、实操案例:模具型腔镜面抛光
某光学镜片注塑模具型腔材料为S136不锈钢(HRC50-52),型腔表面要求Ra小于等于0.02微米(镜面),无任何波纹和划痕。抛光工艺流程:电火花加工后(Ra约3.2微米)到铣削精加工(Ra约1.6微米)到精磨(Ra约0.4微米)到粗研磨(F600碳化硼研磨膏,手工研磨至Ra0.1微米)到精研磨(W14氧化铬研磨膏,Ra0.05微米)到粗抛光(W7钻石膏配合羊毛轮,Ra0.02微米)到精抛光(W1钻石膏配合脱脂棉轮,Ra0.008微米)。整个抛光过程约需6-8小时,其中研磨阶段约4小时,抛光阶段约3小时。最终检测使用干涉仪测量,型腔表面Ra=0.007微米,PV值(峰谷值)=0.15微米,完全满足光学镜片的成型要求。
六、总结与建议
抛光和研磨是精密零件制造的最后一道工序,也是决定最终产品质量的关键环节。研磨抛光工艺的成功实施需要高度专业的操作技能、严格的清洁环境管理和精细的工艺参数控制。建议企业建立标准化的研磨抛光工艺规程,明确每道工序的磨料规格、工艺参数和质量标准。配备专业的检测设备(如干涉仪、原子力显微镜或白光轮廓仪),实现抛光质量的定量评估。对于高价值零件的抛光,建议实行专人操作和全程记录制度,确保每道工序的可追溯性。