机械零件测绘与逆向工程
机械零件测绘与逆向工程是现代机械制造中不可或缺的技术手段。在设备维修、技术引进消化吸收、产品改型设计和仿制生产等场景中,经常需要对现有零件进行精确测量,获取其几何形状、尺寸参数和材料信息,然后据此进行三维建模和加工制造。传统测绘方法主要依靠游标卡尺、千分尺、角度尺等通用量具进行手动测量,精度和效率有限。现代逆向工程采用三维扫描仪(接触式或非接触式)获取零件表面的点云数据,通过专业软件进行数据处理和三维建模,大幅提高了测绘精度和效率。
一、测绘方法分类与选择
机械零件测绘方法按测量原理分为接触式测量和非接触式测量两大类。接触式测量使用三坐标测量机(CMM)或关节臂式测量机,测头直接接触工件表面获取坐标数据。接触式测量精度高(可达正负0.001mm),适合规则几何形状的精密测量,但测量速度慢,不适合柔软或易变形零件。非接触式测量使用光学扫描仪(激光扫描、白光扫描、结构光扫描),通过光束投射和接收获取表面三维数据。非接触式测量速度快(每秒数万到数百万点),适合复杂曲面和大型零件的测量,但精度相对较低(正负0.01~0.05mm),且对表面反光和透明度敏感。
| 测量方法 | 测量精度 | 测量速度 | 适合零件类型 | 设备成本 |
|---|---|---|---|---|
| 三坐标测量机(CMM) | 正负0.001~0.005mm | 慢(点测量) | 规则几何体、精密零件 | 高(50~200万元) |
| 关节臂测量机 | 正负0.005~0.025mm | 中等 | 中小型零件、现场测量 | 中等(10~50万元) |
| 激光扫描仪 | 正负0.01~0.05mm | 快(面测量) | 复杂曲面、大型零件 | 中等(20~80万元) |
| 白光/结构光扫描 | 正负0.005~0.02mm | 快 | 中小型精密零件 | 中等(10~60万元) |
| 通用量具手动测绘 | 正负0.01~0.05mm | 很慢 | 简单几何体 | 低(几百元) |
二、三坐标测量机(CMM)测绘
2.1 CMM测量原理
三坐标测量机(Coordinate Measuring Machine)是一种高精度的三维测量设备,通过测头在三个相互垂直的方向(X、Y、Z轴)上移动,接触工件表面获取空间坐标点,然后通过软件计算几何元素的尺寸、形状和位置偏差。CMM按结构分为桥式(适合大中型零件)、悬臂式(适合中小型零件)和水平臂式(适合大型零件)。测头类型包括:触发式测头(如Renishaw TP20/TP200,精度高,适合精密测量)和扫描式测头(如Renishaw SP25/SP600,可连续扫描曲面)。
2.2 CMM测量步骤
CMM测量的标准步骤:第一步,清洁工件表面,去除油污、灰尘和毛刺;第二步,安装合适的测头和测针(根据测量特征选择球径和长度);第三步,校准测头(使用标准球进行测头半径和偏置校准);第四步,建立工件坐标系(选择合适的基准面和基准孔作为坐标原点);第五步,按照测量程序逐点测量各几何元素(点、线、圆、平面、圆柱、圆锥等);第六步,软件自动计算尺寸偏差和形位公差,生成测量报告。
三、三维扫描与点云处理
3.1 扫描操作要点
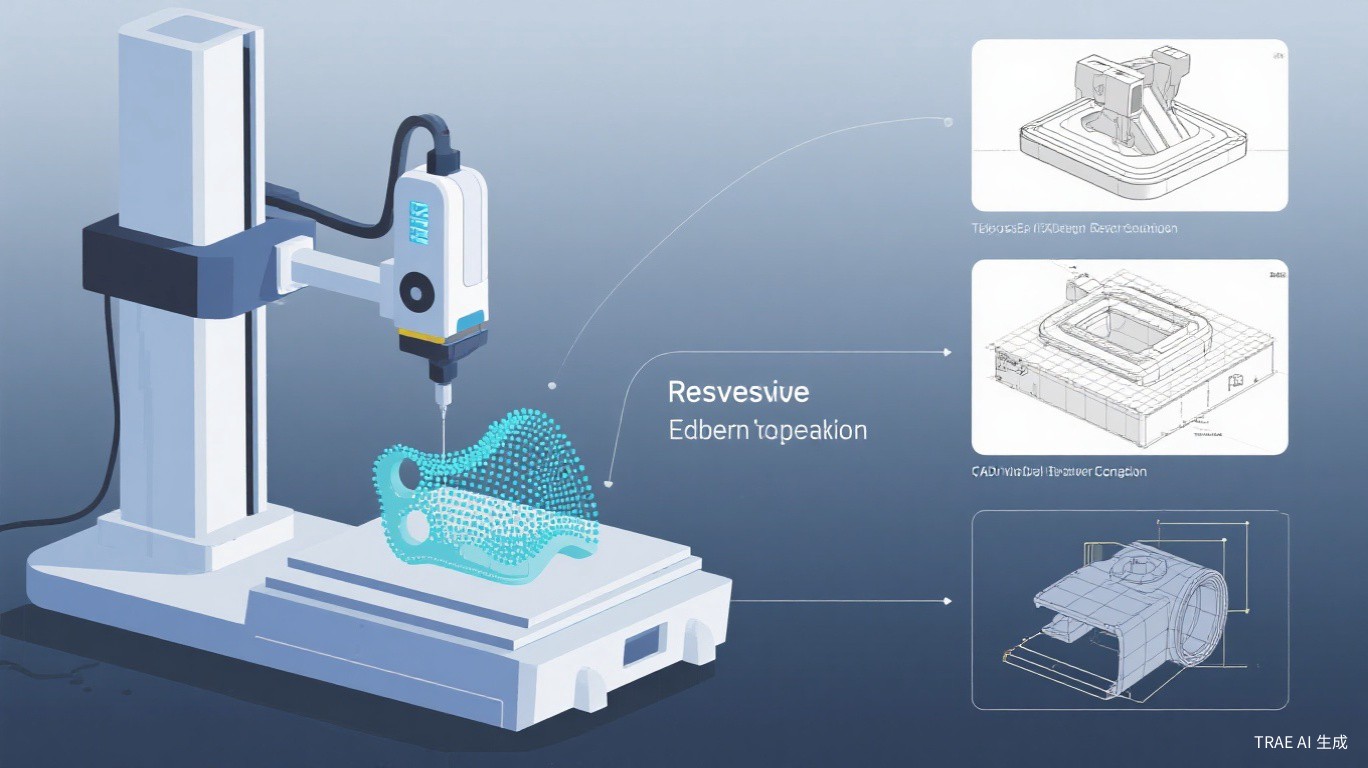
三维扫描的操作要点包括:工件表面喷涂显像剂(对于反光或透明表面,喷涂白色显像剂或贴标志点以提高扫描效果);合理规划扫描路径,确保所有待测区域都被覆盖;设置适当的扫描分辨率(点间距),根据零件尺寸和精度要求确定;对于复杂零件,需要从多个角度扫描后进行数据拼接。扫描完成后得到的是大量三维坐标点组成的点云数据(通常数万到数百万个点)。
3.2 点云数据处理
点云数据处理是逆向工程的核心环节,主要步骤包括:点云去噪(去除异常点和噪声点)、点云拼接(将多次扫描的点云数据对齐合并到统一坐标系中)、点云精简(在保持特征的前提下减少点数,提高处理效率)、点云三角化(将点云转换为三角网格模型)、曲面拟合(根据三角网格拟合出NURBS曲面模型)和实体建模(将曲面模型转换为可编辑的实体模型)。常用的逆向工程软件有Geomagic Design X、PolyWorks、RapidForm和Imageware等。
四、材料分析与工艺还原
提示:逆向工程不仅仅是几何形状的复制,还需要分析零件的材料成分、热处理状态和表面处理工艺,才能完整还原零件的技术要求。
- 材料成分分析:使用光谱分析仪(如直读光谱仪OBLF、ARL)或化学分析方法确定零件的材料成分。对于钢铁材料,主要检测C、Si、Mn、Cr、Ni、Mo、V等元素的含量,对照标准确定材料牌号。
- 硬度检测:使用洛氏硬度计(HRC/HRB)或维氏硬度计(HV)检测零件的硬度值,推断材料的热处理状态。例如HRC58-62通常为淬火+低温回火状态。
- 表面粗糙度测量:使用便携式粗糙度仪(如Mahr MarSurf)测量关键表面的粗糙度值,为后续加工提供依据。
- 公差推断:根据零件的功能要求和配合关系,推断合理的尺寸公差和形位公差。参考国家标准(GB/T1800公差与配合、GB/T1184形位公差)确定公差等级。
五、实操案例
某企业需要测绘进口设备的渐开线齿轮,用于国产化替代。齿轮参数:模数m=3,齿数z=36,压力角alpha=20度,齿宽b=40mm,材料20CrMnTi,渗碳淬火HRC58-62。测绘过程:使用CMM(Hexagon Global 07.10.07)测量齿轮的齿形误差和齿距累积误差;使用齿轮测量中心(Klingelnberg P26)测量齿廓偏差和螺旋线偏差;使用光谱仪分析材料成分,确认为20CrMnTi;使用洛氏硬度计检测齿面硬度HRC60。根据测绘数据在NX软件中建立齿轮三维模型,生成加工工艺,使用五轴加工中心加工出齿轮样品。检测样品精度:齿廓偏差Falpha=0.008mm(标准值0.014mm),齿距累积偏差Fp=0.025mm(标准值0.040mm),满足6级精度要求。
六、总结与建议
机械零件测绘与逆向工程是一项综合性技术工作,需要掌握精密测量技术、三维建模技能和材料分析知识。选择合适的测量方法和设备是测绘成功的关键,对于规则几何体优先使用CMM,对于复杂曲面优先使用三维扫描仪。逆向工程的最终目标不仅是复制零件的几何形状,还要完整还原其材料、热处理和精度要求,确保替代零件的性能与原件一致。建议企业建立完善的测绘流程和设备配置,培养专业的逆向工程技术人才。