金属表面电镀工艺技术详解
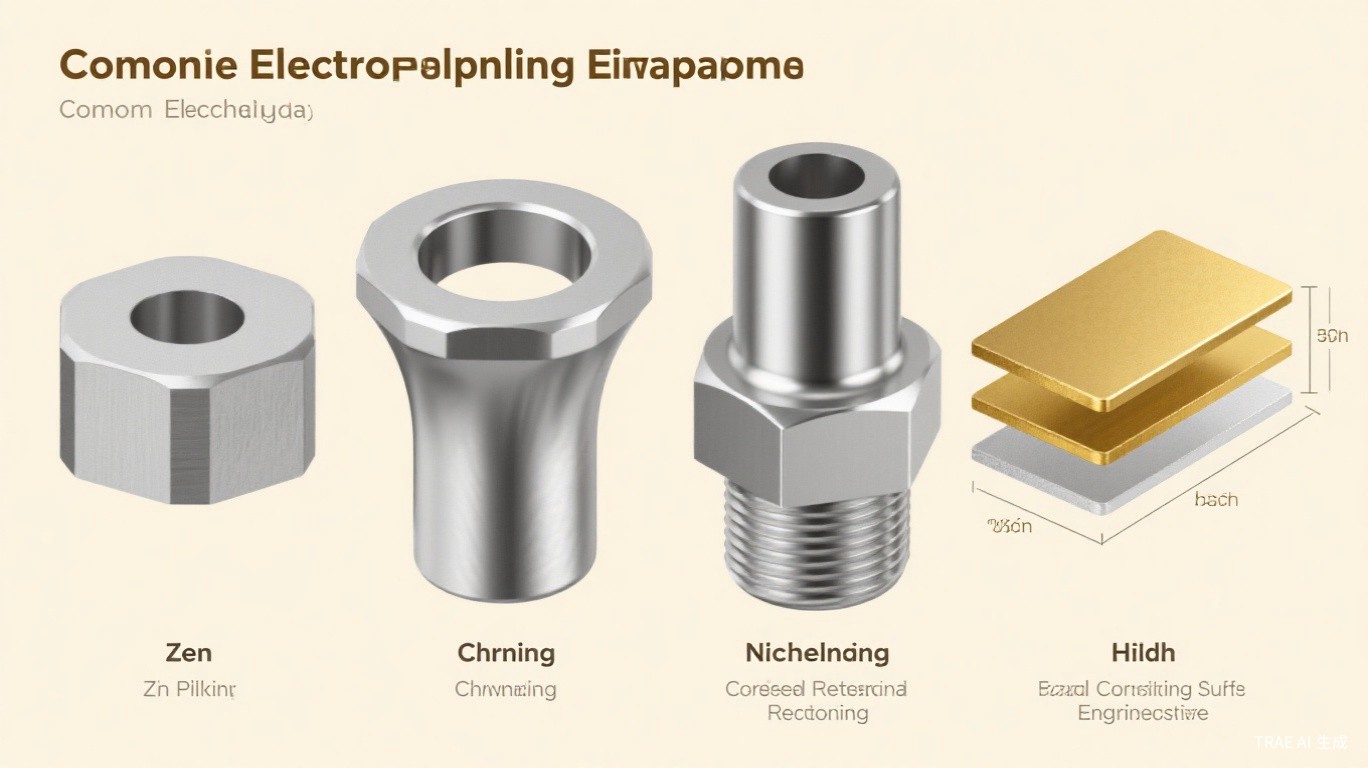
电镀(Electroplating)是利用电解原理在金属或非金属表面沉积一层均匀致密的金属镀层的表面处理工艺。电镀的目的是提高零件的耐腐蚀性、耐磨性、导电性、装饰性和焊接性等性能。电镀工艺在机械制造、电子、汽车、航空航天等领域应用广泛。据统计,全球电镀市场规模超过200亿美元,其中中国占比约35%。常见的电镀类型包括镀锌(Zn)、镀镍(Ni)、镀铬(Cr)、镀铜(Cu)、镀硬铬和镀金(Au)等。本文将从电镀原理、前处理工艺、常见镀种工艺参数、质量检测和环保要求五个方面,全面介绍金属表面电镀工艺技术。
一、电镀基本原理
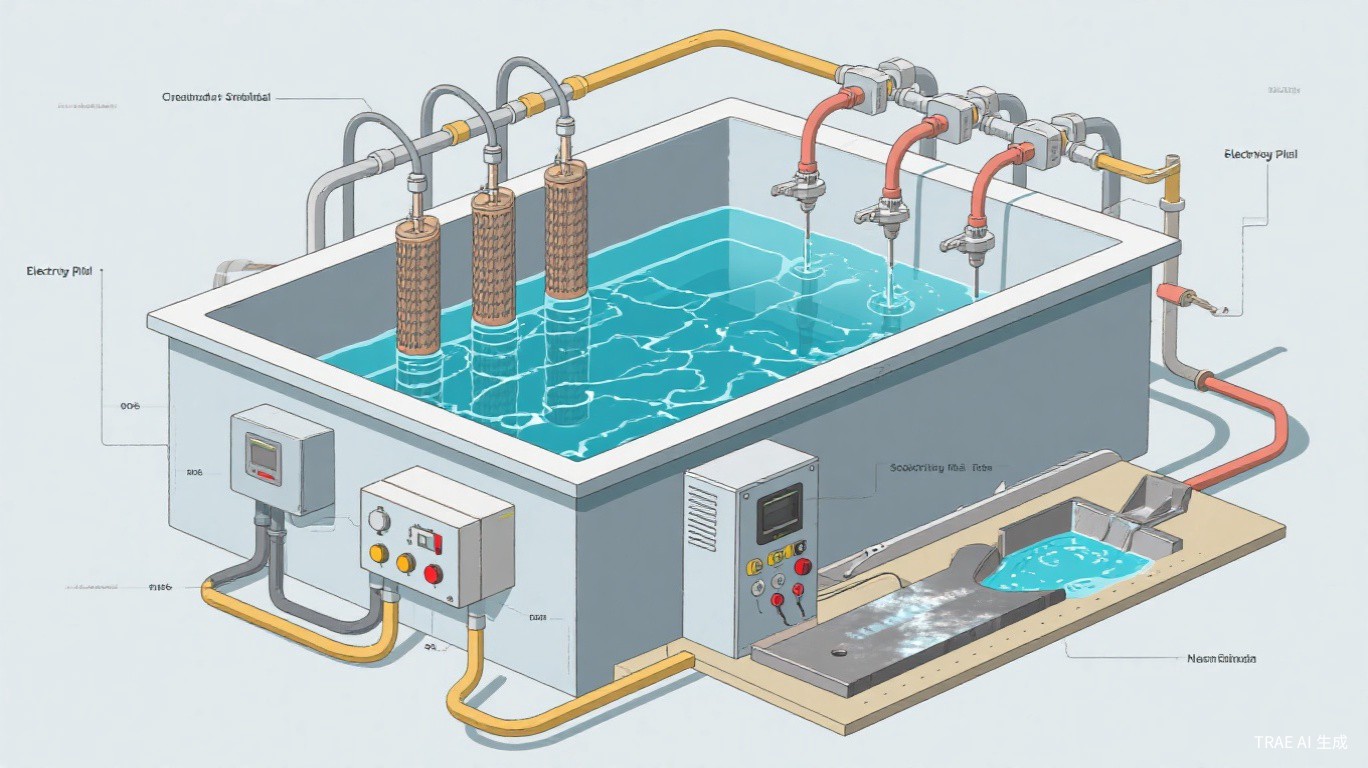
电镀的基本原理是电解沉积。将待镀零件作为阴极(接电源负极),镀层金属作为阳极(接电源正极),浸入含有镀层金属离子的电解液(镀液)中。接通直流电源后,阳极金属溶解为金属离子进入镀液,镀液中的金属离子在阴极(零件)表面获得电子还原为金属原子并沉积形成镀层。电镀过程遵循法拉第电解定律:沉积金属的质量与通过的电荷量成正比。电镀的电流密度(A/dm2)是控制镀层质量和沉积速度的关键参数,电流密度过高会导致镀层粗糙、烧焦,过低则沉积速度慢、镀层结合力差。
| 镀种 | 镀液主要成分 | 电流密度(A/dm2) | 温度(℃) | pH值 | 沉积速度(um/min) | 镀层硬度(HV) |
|---|---|---|---|---|---|---|
| 镀锌(碱性) | 氧化锌/氢氧化钠/添加剂 | 1-5 | 20-35 | >13 | 0.3-0.8 | 70-120 |
| 镀锌(酸性) | 氯化锌/氯化钾/硼酸 | 1-8 | 20-40 | 5.0-5.5 | 0.5-1.2 | 80-130 |
| 镀镍(瓦特) | 硫酸镍/氯化镍/硼酸 | 2-8 | 45-65 | 3.5-4.5 | 0.5-1.0 | 300-500 |
| 镀硬铬 | 铬酸/硫酸 | 30-60 | 50-60 | <1 | 0.05-0.15 | 900-1100 |
| 镀铜(硫酸盐) | 硫酸铜/硫酸 | 1-5 | 20-35 | <1 | 0.5-1.5 | 60-100 |
| 镀金(酸性) | 氰化金钾/柠檬酸 | 0.5-2 | 25-50 | 3.5-4.5 | 0.02-0.08 | 60-100 |
二、前处理工艺
2.1 除油脱脂
电镀前零件表面的清洁程度直接决定镀层的结合力。前处理的第一步是除油脱脂,去除零件表面的油污、油脂和固体污垢。除油方法包括化学除油、电化学除油和超声波除油三种。化学除油使用碱性溶液(氢氧化钠30-60g/L、碳酸钠20-40g/L、磷酸钠20-30g/L),温度60-80摄氏度,时间10-20分钟。电化学除油在化学除油基础上通以直流电(零件作为阴极或阳极),利用电解产生的气泡加强脱脂效果。超声波除油利用超声波在溶液中产生的空化效应,能有效去除复杂形状零件的盲孔和缝隙中的油污。
2.2 酸洗活化
除油后需进行酸洗活化处理,去除零件表面的氧化皮和锈迹,同时使表面呈现活性状态,有利于镀层的附着。常用酸洗液配方:盐酸(HCl)浓度15-30%(体积比),加入缓蚀剂(如六次甲基四胺,浓度0.5-1.0%),室温下浸泡3-10分钟。对于不锈钢零件,活化处理需使用特殊的活化液(盐酸+氯化镍+硫酸),以去除不锈钢表面的钝化膜。活化处理后应迅速转入电镀槽,避免表面重新氧化。
三、常见镀种工艺详解
3.1 镀锌工艺
镀锌是最常见的电镀类型,占全球电镀总量的50%以上。镀锌的目的是为钢铁零件提供牺牲阳极保护,锌的标准电极电位为-0.76V,比铁(-0.44V)更负,在腐蚀环境中锌优先腐蚀从而保护钢铁基体。镀锌分为碱性镀锌和酸性镀锌两大体系。碱性镀锌(氰化镀锌或锌酸盐镀锌)镀层结晶细致,覆盖能力好,适合复杂形状零件。酸性镀锌(氯化物镀锌)沉积速度快,镀层光亮,适合简单形状零件的高速电镀。镀锌后通常进行钝化处理(三价铬钝化或六价铬钝化),在锌层表面形成一层致密的铬酸盐转化膜,进一步提高耐腐蚀性。
3.2 镀硬铬工艺
镀硬铬是机械制造中最重要的功能性电镀之一。硬铬镀层的硬度高达HV900-1100,耐磨性极好,摩擦系数低(0.12-0.15),耐腐蚀性优异。镀硬铬广泛应用于液压缸内壁、活塞杆、模具表面和印刷辊等耐磨零件。镀硬铬工艺特点:电流效率低(仅12-18%),大量电能消耗于副反应(析氢反应);镀液温度需精确控制在50-60摄氏度(温度过低镀层开裂,温度过高镀层硬度下降);需要良好的阳极保护(使用铅锡合金阳极)。
提示:镀硬铬的电流效率极低(12-18%),意味着约80-88%的电流消耗于析氢副反应,产生的氢气大量混入镀层导致”氢脆”现象。镀硬铬后必须进行除氢处理(加热至200-220摄氏度,保温2-4小时),消除镀层和基体中的氢,否则零件在使用中可能发生延迟断裂。
- 镀锌层厚度标准:ISO 2081规定,普通防腐要求镀锌层厚度8-12um,严重腐蚀环境要求20-40um
- 镀镍层厚度标准:装饰性镀镍层厚度10-25um(多层镍体系:半光亮镍+光亮镍),功能性镀镍层厚度50-250um
- 镀硬铬层厚度标准:耐磨用途厚度20-100um,修复用途厚度可达200-500um
- 镀铜层厚度标准:打底镀铜层厚度5-20um,印刷电路板镀铜层厚度25-35um
- 镀金层厚度标准:连接器镀金层厚度0.5-2.5um,半导体引线框架镀金层厚度0.05-0.3um
四、质量检测方法
电镀质量检测包括外观检查、厚度测量、结合力测试、硬度测试和耐腐蚀性测试五个方面。外观检查:目视或放大镜检查镀层表面是否光滑、无针孔、无烧焦、无起泡。厚度测量:使用磁性测厚仪(适用于磁性基体上的非磁性镀层)、涡流测厚仪(适用于非磁性基体)或X射线荧光测厚仪(适用于所有镀层,精度正负5%)。结合力测试:弯曲试验(将镀件弯曲180度,检查弯曲处镀层是否开裂脱落)、划格试验(用刀片在镀层表面划1mm间距的网格,用胶带粘拉检查脱落情况)。耐腐蚀性测试:盐雾试验(NSS或ASS),按ISO 9227标准执行,温度35摄氏度,5%NaCl溶液,连续喷雾。
五、环保要求与废水处理
| 污染物 | 主要来源 | 处理方法 | 排放标准(mg/L) |
|---|---|---|---|
| 六价铬(Cr6+) | 镀铬/钝化 | 化学还原为三价铬+沉淀 | 0.5 |
| 总镍(Ni) | 镀镍/化学镍 | 化学沉淀法(pH调至10-11) | 1.0 |
| 总氰(CN-) | 氰化镀锌/镀金 | 碱性氯化法(次氯酸钠氧化) | 0.5 |
| 总铜(Cu) | 镀铜 | 化学沉淀法+离子交换 | 0.5 |
| 总锌(Zn) | 镀锌 | 化学沉淀法(pH调至9-10) | 2.0 |
| 总磷(P) | 化学磷化 | 化学沉淀法(钙盐沉淀) | 1.0 |
六、总结与建议
电镀工艺是机械零件表面处理的重要手段,选择合适的镀种和工艺参数对零件性能至关重要。建议企业在电镀外协加工时,选择具备ISO 9001和ISO 14001认证的电镀供应商,明确电镀层的技术要求(镀种、厚度、硬度、耐腐蚀等级和外观标准)。对于关键零件,建议在电镀前进行首件确认,检验镀层厚度、结合力和耐腐蚀性是否满足要求。日常管理中应建立电镀零件的追溯制度,记录每批零件的电镀工艺参数和质量检测结果,便于质量问题的追溯和改进。