钣金展开计算与折弯工艺
钣金展开计算是钣金加工中最基本也是最重要的技术环节之一。钣金零件在折弯过程中,板材的外侧受拉伸长、内侧受压缩短,中性层长度基本保持不变。因此,钣金展开尺寸的计算必须考虑折弯区域的材料变形补偿。展开计算的准确性直接影响钣金零件的最终尺寸精度,计算偏差会导致零件尺寸超差甚至报废。钣金折弯工艺涉及折弯机选型、模具选择、折弯顺序规划、角度控制和回弹补偿等多个技术要点。本文将系统介绍钣金展开计算的基本原理、常用计算方法、折弯工艺参数和典型零件的展开计算实例。
一、钣金展开计算基本原理
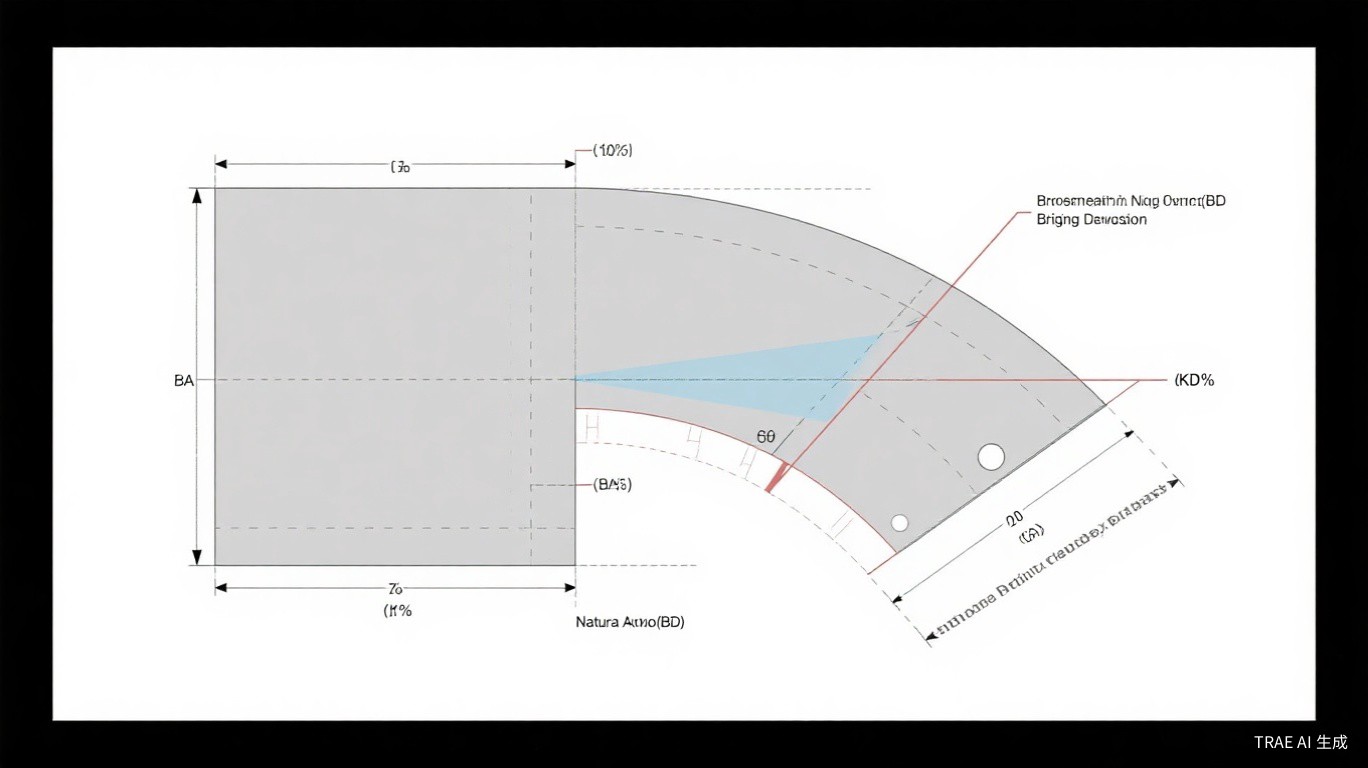
钣金折弯变形遵循中性层理论。当板材发生弯曲变形时,存在一个应力为零的层面,称为中性层(Neutral Axis)。中性层外侧的材料受拉应力而伸长,内侧的材料受压应力而缩短。中性层的位置取决于弯曲半径与材料厚度的比值(R/T)和材料种类。对于低碳钢,当R/T≥5时,中性层位于板材厚度的中间位置(K=0.5);当R/T较小时,中性层向内侧偏移(K<0.5)。K因子(K-Factor)定义为中性层到内侧表面的距离与材料厚度的比值,是钣金展开计算的核心参数。
| 材料类型 | 软态(退火) | 半硬态 | 硬态 |
|---|---|---|---|
| 低碳钢(SPCC/Q235) | K=0.35-0.40 | K=0.40-0.45 | K=0.45-0.50 |
| 不锈钢(SUS304) | K=0.40-0.45 | K=0.45-0.50 | K=0.50-0.55 |
| 铝合金(5052/6061) | K=0.33-0.38 | K=0.38-0.42 | K=0.42-0.48 |
| 黄铜(H62) | K=0.35-0.40 | K=0.40-0.45 | K=0.45-0.50 |
| 紫铜(T2) | K=0.33-0.38 | K=0.38-0.42 | K=0.42-0.48 |
二、展开计算公式与方法
2.1 经验公式法
钣金展开长度L的计算公式为:L = A + B + BA,其中A和B为两段直边长度,BA为折弯区域的弯曲补偿值(Bend Allowance)。BA的计算公式为:BA = α × (R + K × T) × π / 180,其中α为折弯角度(度),R为内弯曲半径(mm),T为材料厚度(mm),K为K因子。对于90度折弯,BA = (R + K × T) × π / 2。例如:材料SPCC,厚度T=2mm,内弯半径R=3mm,K=0.42,90度折弯,则BA = (3 + 0.42 × 2) × 3.14159 / 2 = 3.84 × 1.5708 = 6.03mm。
2.2 折弯扣除法
折弯扣除法(Bend Deduction,BD)是另一种常用的展开计算方法。展开长度L = A + B – BD,其中BD为折弯扣除值。BD与BA的关系为:BD = 2 × (R + T) × tan(α/2) – BA。对于90度折弯,BD = 2 × (R + T) – BA。例如:R=3mm,T=2mm,BA=6.03mm,则BD = 2 × (3+2) – 6.03 = 10 – 6.03 = 3.97mm。折弯扣除法在实际生产中更为直观,操作人员可以直接测量两段直边长度,减去扣除值即为展开长度。
2.3 常用折弯补偿速查表
| 板厚T(mm) | 弯半径R(mm) | BA值(mm) | BD值(mm) |
|---|---|---|---|
| 1.0 | 1.5 | 2.67 | 1.33 |
| 1.5 | 2.0 | 3.77 | 1.73 |
| 2.0 | 3.0 | 6.03 | 3.97 |
| 2.5 | 3.5 | 7.15 | 4.85 |
| 3.0 | 4.5 | 9.42 | 6.58 |
| 4.0 | 6.0 | 12.57 | 9.43 |
| 5.0 | 7.5 | 15.71 | 11.79 |
三、折弯工艺参数
3.1 折弯机与模具选择
折弯机选型主要考虑三个参数:最大折弯长度、最大吨位和喉口深度。折弯力计算公式为:P = 1.42 × σb × T² × L / V,其中P为折弯力(kN),σb为材料抗拉强度(MPa),T为板厚(mm),L为折弯长度(mm),V为下模开口宽度(mm)。下模开口宽度V通常取板厚的6-10倍,即V = (6-10) × T。例如:折弯SPCC板厚3mm,折弯长度1000mm,σb=400MPa,V=24mm(8倍板厚),则P = 1.42 × 400 × 9 × 1000 / 24 = 213kN(约21.3吨)。
3.2 折弯顺序规划
折弯顺序的合理规划直接影响零件的加工精度和操作便利性。折弯顺序规划原则:①先折弯大边,后折弯小边;②先折弯中间,后折弯两端;③避免后道折弯与已折弯边发生干涉;④尽量减少翻边操作;⑤考虑操作人员的操作便利性和安全性。
四、回弹补偿与角度控制
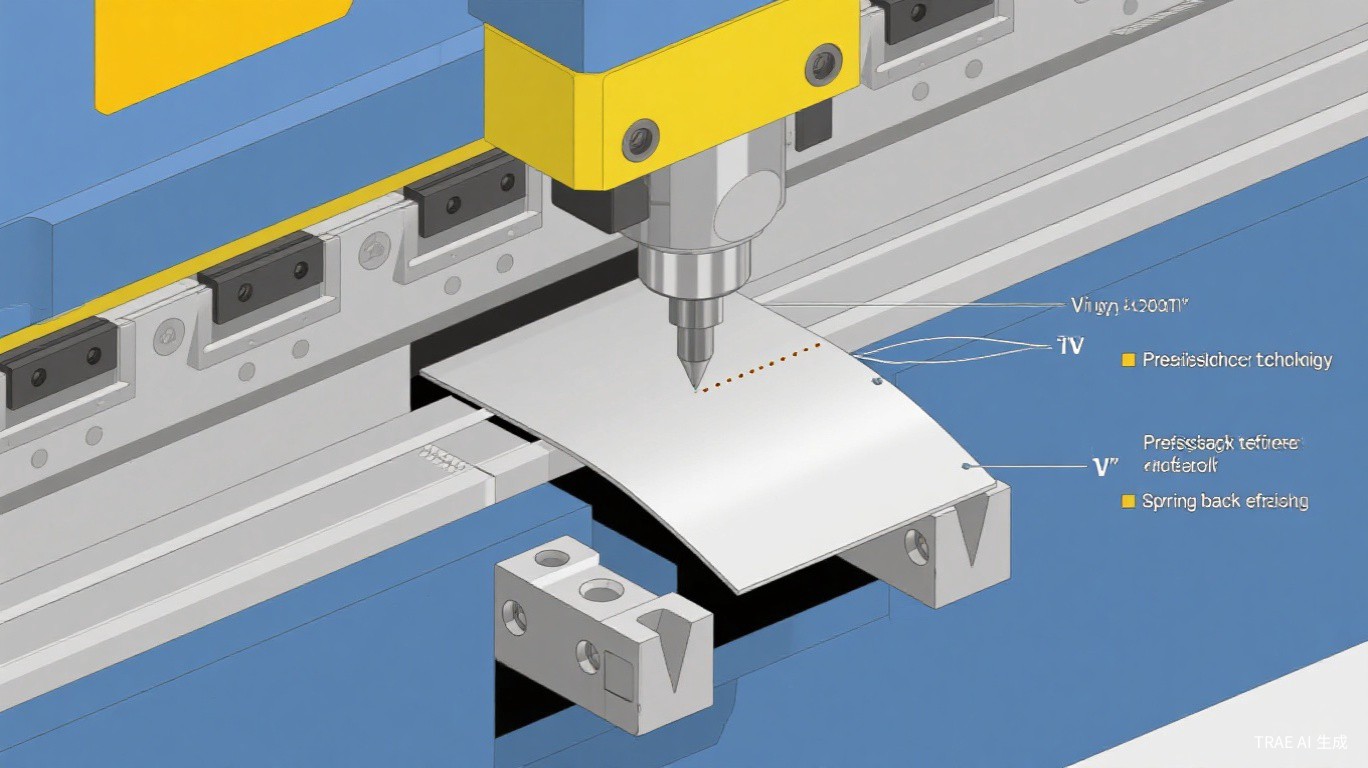
回弹(Springback)是钣金折弯中不可避免的物理现象。板材在弯曲变形后,由于弹性恢复,折弯角度会略微增大。回弹量取决于材料种类、板厚、弯曲半径和折弯角度。回弹角Δθ通常为2-5度(90度折弯时)。回弹补偿方法:①过弯法——实际折弯角度比目标角度小一个回弹量;②增加压力法——在折弯终点增加保压时间(1-3秒),使材料充分塑性变形;③多次折弯法——对回弹大的材料(如不锈钢、铝合金),采用多次小角度折弯逐步达到目标角度。
| 材料 | 板厚范围 | 回弹角度范围(90度折弯) | 补偿建议 |
|---|---|---|---|
| SPCC低碳钢 | 0.5-3mm | 2-4度 | 过弯2-3度 |
| SUS304不锈钢 | 0.5-2mm | 3-7度 | 过弯4-6度或多次折弯 |
| 5052铝合金 | 0.5-3mm | 4-8度 | 过弯5-7度或多次折弯 |
| H62黄铜 | 0.5-2mm | 2-4度 | 过弯2-3度 |
五、典型零件展开计算实例
某电气箱体侧板展开计算:材料SPCC,板厚T=2mm,零件尺寸为L形,水平边长A=300mm,垂直边长B=200mm,折弯角度90度,内弯半径R=3mm。展开长度计算:BA = (R + K × T) × π / 2 = (3 + 0.42 × 2) × 1.5708 = 6.03mm。展开长度L = A + B – BD = 300 + 200 – 3.97 = 496.03mm。实际下料尺寸取496mm。多折弯零件展开计算:对于包含多个折弯的零件,展开长度为各段直边长度之和减去各折弯扣除值之和。
提示:展开计算完成后,建议先制作样品件进行验证。影响展开精度的因素包括:材料批次的力学性能差异、折弯机的精度波动、模具磨损程度等。对于高精度要求的零件,应通过试折弯实测回弹量,对展开尺寸进行修正。建议建立常用材料和厚度的展开补偿数据库,提高计算准确性。
六、总结与建议
- 折弯角度不准确:检查上下模具是否对中,校验折弯机滑块平行度,调整凸模进入凹模的深度
- 折弯边出现裂纹:检查材料延展性是否满足最小弯曲半径要求,使折弯线与材料轧制方向垂直或成一定角度
- 展开尺寸计算偏差:核实K因子取值是否与实际材料匹配,通过试折弯修正K因子,考虑回弹补偿量
- 钣金件回弹过大:采用过弯补偿法(增加折弯角度2-5度),降低折弯速度,在模具设计时预留回弹量
- 厚板折弯力不足:计算实际所需折弯力是否超过设备能力,采用自由折弯代替三点受力折弯以降低所需力
钣金展开计算与折弯工艺是钣金加工的核心技术。准确的展开计算需要正确确定K因子,选择合适的计算方法(BA法或BD法),并考虑回弹补偿。折弯工艺优化需要合理选择折弯机和模具,科学规划折弯顺序,严格控制折弯角度和尺寸精度。建议钣金加工企业:①建立常用材料和厚度的K因子数据库;②使用专业的钣金展开软件辅助计算;③制作标准试件定期校验展开计算精度;④加强操作人员的技能培训,提高折弯工艺水平;⑤建立折弯工艺参数标准化文件,规范折弯操作流程。通过科学的展开计算和规范的折弯工艺,可以有效提高钣金零件的尺寸精度和加工效率。