CNC加工中心自动换刀系统(ATC)原理与维护
自动换刀系统(Automatic Tool Changer,简称ATC)是加工中心区别于普通数控铣床的核心功能部件。ATC能够在加工过程中按照程序指令自动完成刀具的识别、选取、交换和归还,大幅缩短辅助时间,提高加工效率。一个性能优良的ATC系统可以在3~5秒内完成一次换刀动作,对于复杂零件的多工序集中加工至关重要。ATC系统主要由刀库、换刀机械手、刀具识别装置、主轴抓刀机构以及相关的气动/液压驱动系统和电气控制系统组成。了解ATC的工作原理、常见故障及维护方法,对于保障加工中心的稳定运行具有重要意义。
一、ATC系统组成与分类
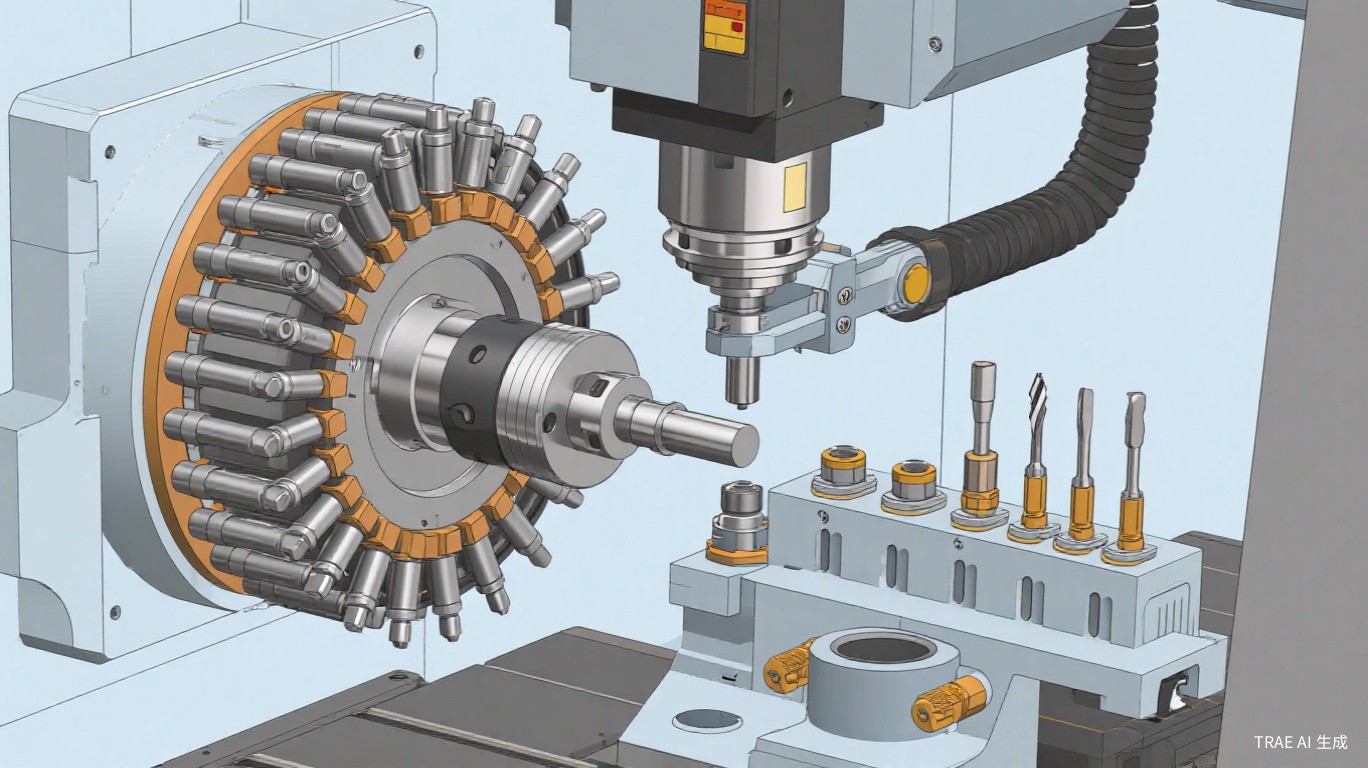
ATC系统的核心部件包括刀库、换刀机械手和主轴抓刀机构。刀库用于存储刀具,按结构形式分为圆盘式刀库(斗笠式)、链式刀库和矩阵式刀库三种。圆盘式刀库结构紧凑,通常容量为20~32把刀具,适用于立式加工中心;链式刀库容量大,可达60~120把甚至更多,适用于卧式加工中心和大型龙门加工中心;矩阵式刀库容量最大,可达数百把刀具,主要用于柔性制造系统(FMS)。
| 刀库类型 | 容量范围 | 换刀时间 | 适用机型 | 结构特点 |
|---|---|---|---|---|
| 圆盘式(斗笠式) | 16~32把 | 5~8秒 | 立式加工中心 | 结构简单,成本低,无机械手 |
| 圆盘式(机械手) | 20~32把 | 3~5秒 | 立式加工中心 | 带机械手,换刀速度快 |
| 链式刀库 | 40~120把 | 4~8秒 | 卧式加工中心 | 容量大,结构复杂 |
| 矩阵式刀库 | 100~500把 | 8~15秒 | FMS生产线 | 容量最大,自动化程度高 |
二、换刀流程与工作原理
2.1 机械手换刀流程
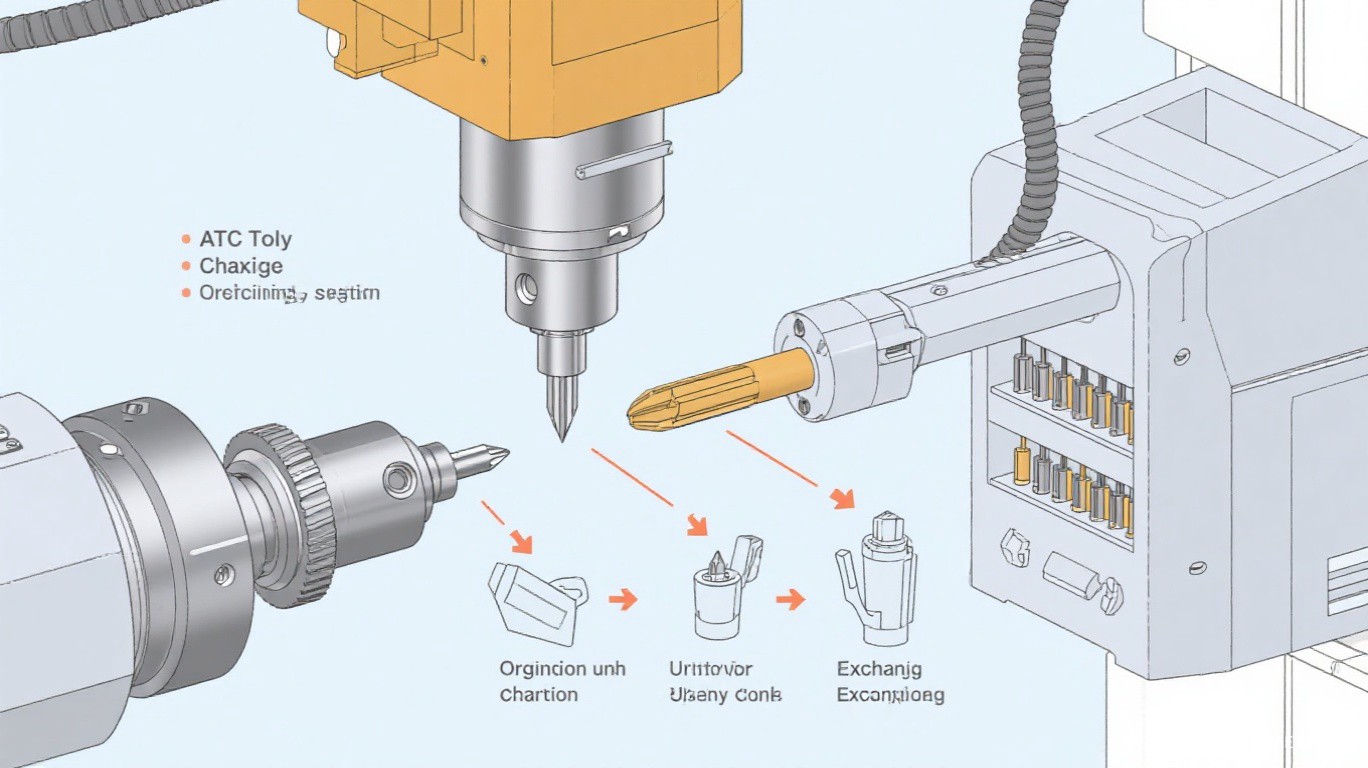
带机械手的ATC系统换刀过程分为以下步骤:第一步,CNC系统发出换刀指令TxxM06,主轴移动至换刀位置(通常为机床第二参考点);第二步,主轴执行定向(Orientation),使主轴上的键槽对准固定位置,确保刀具正确安装;第三步,刀库旋转将目标刀具送至换刀位置;第四步,机械手同时抓住主轴上的旧刀和刀库中的新刀;第五步,机械手从主轴和刀库中同时拔出两把刀具(主轴内部有自动松刀/拉刀机构,通过蝶形弹簧和气缸/液压缸实现);第六步,机械手旋转180度交换刀具位置;第七步,机械手将新刀插入主轴,旧刀放回刀库;第八步,主轴拉紧刀具,机械手复位,换刀完成。
2.2 斗笠式刀库换刀流程
斗笠式刀库没有独立的机械手,换刀过程依靠刀库自身的移动和主轴的配合完成。换刀步骤为:主轴返回换刀点并执行定向;刀库气缸推动刀库体前移,使刀库上的目标刀套对准主轴;主轴松刀,Z轴上升使主轴与刀具分离;刀库旋转将目标刀具转至换刀位置;Z轴下降,主轴抓取新刀具并拉紧;刀库后退复位。斗笠式换刀时间较长(6~10秒),但结构简单可靠,故障率低。
三、主轴抓刀机构原理
主轴抓刀机构是ATC系统的关键部件,主要由拉杆、碟形弹簧组、松刀气缸(或液压缸)和刀柄拉钉组成。正常加工时,碟形弹簧通过拉杆将刀柄拉钉紧紧拉入主轴锥孔,提供足够的拉力(通常为10000~20000N)以抵抗切削力。换刀时,松刀气缸通入压缩空气(通常0.5~0.6MPa),推动拉杆克服碟形弹簧力,使拉杆前端与刀柄拉钉脱开,实现松刀。主轴锥孔通常采用7:24锥度(BT40/BT50或CAT40/CAT50标准),也有采用HSK空心短锥结构的,HSK接口具有更高的径向刚度和重复定位精度。
四、ATC系统常见故障与排查
提示:ATC故障多数与机械磨损、气路压力不足或传感器信号异常有关。日常维护中应重点检查气源压力、刀柄拉钉磨损和传感器清洁度。
- 换刀时主轴无法松刀:检查松刀气缸气压是否达到0.5MPa以上,气缸密封圈是否老化漏气,拉杆是否卡滞。必要时拆检主轴内部松刀机构,清洁润滑拉杆导套。
- 机械手卡死或动作不到位:检查机械手各关节轴承是否磨损,凸轮机构是否磨损,限位开关信号是否正常。机械手凸轮曲线磨损会导致动作时序错乱,需要更换凸轮或调整微动开关位置。
- 刀库旋转不到位:检查刀库伺服电机编码器是否正常,刀库计数传感器是否清洁,刀套定位销是否磨损。刀库定位精度应控制在正负0.05mm以内。
- 刀具掉落或夹不紧:检查刀柄拉钉是否磨损变形(拉钉标准为ISO7388或MAS403BT),主轴锥孔是否有划痕或污物,碟形弹簧是否疲劳失效。拉钉磨损量超过0.1mm应立即更换。
- 换刀后加工尺寸偏移:检查主轴锥孔与刀柄锥面的贴合度(用涂色法检查接触面积应大于85%),检查刀具长度补偿数据是否正确,检查主轴热变形量。
五、ATC系统维护保养规范
ATC系统的维护保养应纳入设备日常点检和定期保养计划。每日检查项目包括:气源压力是否在0.5~0.7MPa范围内,气源三联件(过滤器、减压阀、油雾器)是否正常工作,刀套有无松动或裂纹。每周检查项目包括:清洁刀库各运动部位,检查机械手动作是否顺畅,检查各限位开关和接近传感器的工作状态。每月保养项目包括:润滑刀库传动链条和导轨,检查刀柄拉钉和主轴锥孔磨损情况,校验主轴定向角度。每季度保养项目包括:全面检查碟形弹簧组的自由高度和压缩量,清洁维护松刀气缸,检查刀库伺服电机的运行电流和温度。
六、实操案例
某企业一台VMC850立式加工中心(BT40刀柄,圆盘式刀库24把)出现换刀时刀具夹不紧的故障。经排查,主轴拉力测试仪检测拉力仅为8000N(标准值应大于等于12000N),拆检发现碟形弹簧组中有2片弹簧出现裂纹,导致总弹力不足。更换整套碟形弹簧组(共12片,单片厚度2.5mm,自由高度12mm),重新调整松刀行程,拉力恢复至15000N。同时发现刀柄拉钉球头部分磨损严重,更换了全部24把刀具的拉钉。故障彻底排除,后续半年内未再出现类似问题。
七、总结与建议
ATC系统是加工中心高效运行的核心保障,其可靠性直接影响机床的开动率和加工质量。日常使用中应严格按照操作规程进行换刀操作,避免手动干预换刀过程。定期维护保养是预防ATC故障的关键,特别是气源系统的清洁干燥、刀柄拉钉的磨损检查和主轴锥孔的清洁保养。建议每台加工中心配备主轴拉力检测仪,每季度进行一次拉力测试,及时发现问题并处理,避免因ATC故障导致的停机和加工质量事故。