Hypermill五轴加工编程详解
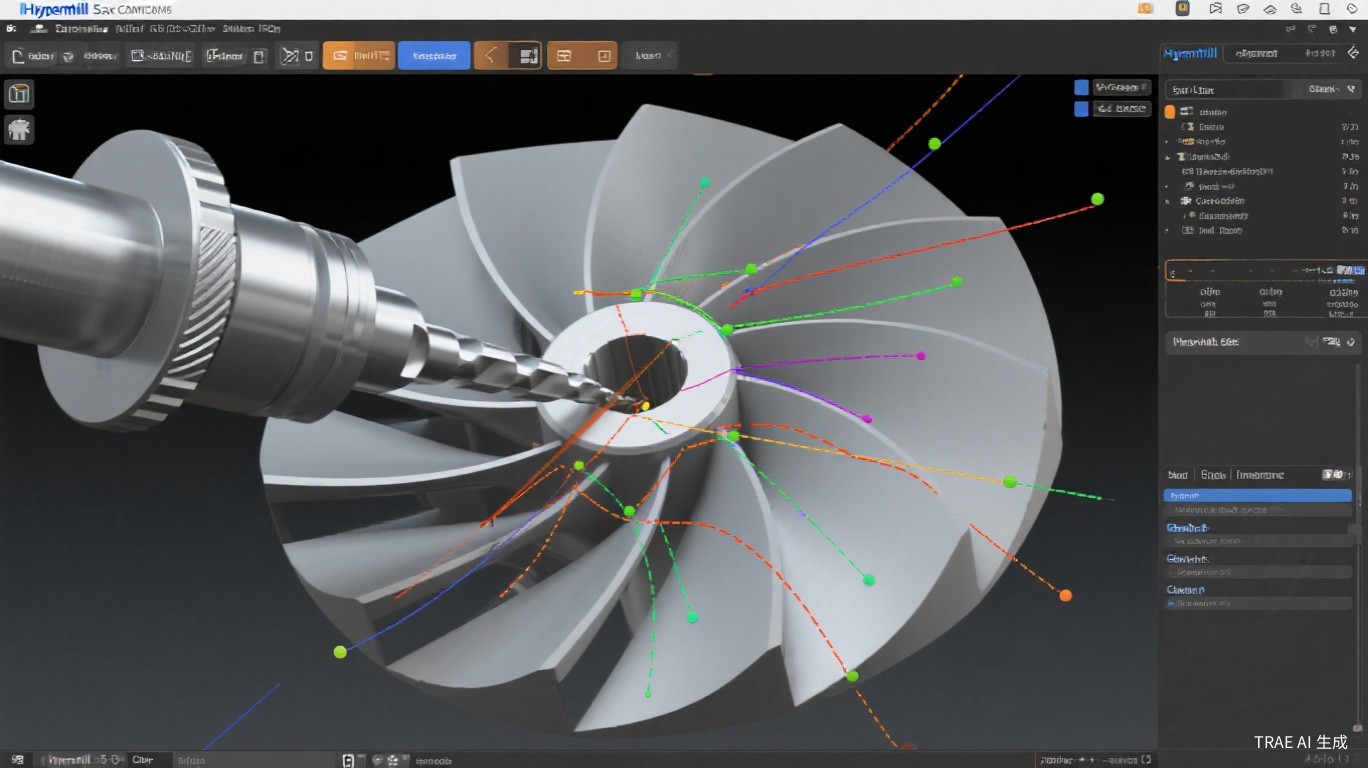
Hypermill是德国OpenMind Technologies公司开发的高端CAM加工编程软件,以其卓越的五轴联动加工编程能力和创新的加工策略而享誉全球。Hypermill作为PowerMill的竞争产品,在五轴联动加工领域具有独特的技术优势,特别是在叶轮叶片加工、深腔加工、涡轮加工等复杂零件领域表现突出。Hypermill的核心五轴加工功能包括:五轴等高线精加工(5-Axis Constant Z)、五轴螺旋精加工(5-Axis Spiral Finishing)、五轴投影精加工(5-Axis Projection Finishing)、五轴管道加工(5-Axis Tube Finishing)和叶轮专用加工模块(Impeller/Blade Machining)。本文将详细介绍Hypermill五轴加工编程的核心策略、参数设置、刀具轴向控制和实际应用技巧。
一、五轴加工基础概念
五轴数控加工是在三轴(X/Y/Z直线轴)基础上增加两个旋转轴(通常为A/B/C轴中的任意两个),使刀具能够在空间中任意方向进行切削。常见的五轴机床结构包括:工作台双旋转(A+C轴或B+C轴)、主轴头双旋转(B+C轴)、工作台与主轴头各一旋转轴(如A轴工作台+B轴主轴头)。五轴加工的优势包括:一次装夹完成多面加工,减少装夹误差和辅助时间;可以使用更短更刚性的刀具,提高加工精度和效率;刀具可以始终保持最佳切削角度,避免球头刀尖零线速度切削;能够加工三轴机床无法完成的复杂曲面和深腔结构。
| 机床结构类型 | 旋转轴配置 | 适用场景 | 典型机床 |
|---|---|---|---|
| 工作台双旋转 | A+C轴 | 中小型精密零件 | DMG MORI DMU系列 |
| 工作台双旋转 | B+C轴 | 大型零件多面加工 | 哈默C系列 |
| 主轴头双旋转 | B+C轴 | 大型航空结构件 | GROB G系列 |
| 混合结构 | A轴(台)+B轴(头) | 通用五轴加工 | 马扎克INTEGREX |
| 摇篮式 | A+C轴(摇篮工作台) | 精密模具和叶片 | 米克朗HSM系列 |
二、Hypermill五轴加工策略
2.1 五轴等高线精加工
Hypermill的五轴等高线精加工策略(5-Axis Constant Z Finishing)是加工陡峭曲面的核心策略。该策略通过控制刀具轴向,使刀具在等高线切削过程中始终保持最佳切削角度。关键参数设置:切削方向(Machining Direction)选择”顺铣”(Climb)或”逆铣”(Conventional),推荐使用顺铣以获得更好的表面质量;下切步距(Stepdown)设为0.1~0.25mm;轴向策略(Tool Axis Strategy)选择”前倾/侧倾”(Lead/Lag and Tilt),前倾角(Lead Angle)设为5~15度,侧倾角(Tilt Angle)设为10~30度;碰撞避让(Collision Avoidance)选择”自动”(Automatic),系统自动计算无碰撞的刀具姿态。Hypermill的”自动碰撞避让”功能是其核心优势之一,系统在遇到碰撞风险时自动调整刀具轴向,避免人工干预。
2.2 五轴螺旋精加工
五轴螺旋精加工策略(5-Axis Spiral Finishing)生成从零件中心向外或从外向中心的螺旋刀具路径,适合加工接近球面或圆顶形的曲面零件。该策略的最大优势是刀具路径连续无抬刀,切削负荷恒定,表面质量一致性好。关键参数:螺旋方向(Spiral Direction)选择”由内向外”(Inside Out)或”由外向内”(Outside In);行距(Stepover)根据表面粗糙度要求设置,通常为0.3~0.8mm;轴向控制选择”法向”(Normal to Surface)或”固定方向”(Fixed Direction);螺旋起点(Spiral Start Point)选择”自动”(Automatic),系统自动计算最佳起点位置。
三、刀具轴向控制技术
3.1 刀具轴向策略类型
Hypermill提供多种刀具轴向控制策略,是五轴编程的核心技术。”固定轴向”(Fixed Tool Axis)保持刀具方向不变,适合3+2定位加工。”法向”(Normal to Surface)使刀具轴向始终垂直于加工曲面,适合简单曲面。”前倾/侧倾”(Lead/Lag and Tilt)在法向基础上增加前倾角和侧倾角,是最常用的五轴轴向策略。”相对于切削方向”(Relative to Cut Direction)根据切削方向自动调整刀具姿态。”通过点”(Through Point)或”朝向点”(Toward Point)使刀具始终通过或朝向指定点。”相对于曲线”(Relative to Curve)根据引导曲线控制刀具轴向。选择轴向策略的原则是:确保刀具在整个切削过程中不发生碰撞,避免旋转轴的突然大角度变化,保持旋转轴运动平滑。
3.2 轴向极限与平滑处理
在实际五轴加工中,旋转轴的运动范围有限制(如A轴正负110度、C轴正负360度)。Hypermill的轴向极限设置功能允许用户定义每个旋转轴的运动范围,系统在生成刀具路径时自动避免超出限制。操作路径:在”机床”(Machine)设置中定义旋转轴参数、在”轴向限制”(Axis Limits)中输入各轴最小和最大角度值、在”轴向平滑”(Axis Smoothing)中设置最大角度变化率(度/秒)。Hypermill还提供”轴向优化”(Axis Optimization)功能,自动优化旋转轴的运动顺序和角度,减少不必要的旋转轴运动,缩短加工时间。
四、叶轮叶片加工编程
4.1 叶轮粗加工策略
Hypermill的叶轮模块(Hypermill Impeller)是专业的叶轮叶片加工解决方案。叶轮粗加工使用”叶轮区域清除”(Impeller Area Clearance)策略,该策略根据叶轮的流道几何形状自动生成优化的刀具路径。关键参数:刀具选择直径较小的球头刀或牛鼻刀(通常为流道宽度的30%~40%),切削深度设为刀具直径的5%~10%,切削速度Vc=150~250m/min,每齿进给fz=0.1~0.2mm/z。Hypermill自动计算刀具在流道中的可达性,避免刀具与相邻叶片碰撞。粗加工通常分多层进行,每层切削后旋转工作台角度,从不同方向接近流道,提高材料去除率。
4.2 叶片精加工策略
叶片精加工使用”叶片精加工”(Blade Finishing)策略,该策略沿叶片曲面的等参数线生成刀具路径,确保表面质量一致。关键参数:行距设为0.2~0.5mm,公差设为0.005~0.01mm,轴向策略选择”法向+前倾”(Normal + Lead),前倾角设为10~20度。Hypermill的”叶片精加工”策略支持对叶片的压力面和吸力面分别编程,并可自动处理叶片与轮毂的过渡圆角区域。对于叶片前缘和后缘的圆角区域,使用”叶片圆角精加工”(Blade Edge Finishing)策略,使用更小的刀具和更密的行距。
五、常见问题与解决方案
提示:五轴加工编程中,刀具轴向的选择直接影响加工质量、效率和安全性。建议在编程完成后,使用Hypermill的机床仿真功能(Machine Simulation)完整模拟加工过程,重点检查旋转轴的运动是否平滑、是否存在奇异点位置、是否发生碰撞。
- 旋转轴超程:检查轴向限制设置是否正确,使用”轴向优化”功能重新计算刀具路径。对于C轴360度旋转的机床,可启用”C轴连续旋转”选项避免正负角度跳变。
- 奇异点位置加工异常:奇异点是指旋转轴运动失去一个自由度的位置(如A轴接近0度或90度时)。在编程时应设置轴向限制避开奇异点区域,或在该区域改用3+2定位加工。
- 表面出现明显接刀痕:减小精加工行距,使用”路径重叠”(Path Overlap)功能在相邻刀具路径之间增加重叠量(通常设为行距的10%~20%),确保无缝过渡。
- 加工后表面有振纹:检查刀具悬伸长度(五轴加工刀具悬伸应尽量短),降低切削深度和进给速度,检查工件装夹刚性。Hypermill的”动态进给优化”(Dynamic Feed Optimization)可根据切削角度自动调节进给速度。
- 叶片前缘加工质量差:前缘区域曲率变化大,需要使用更小的刀具和更密的行距。使用”叶片前缘精加工”专用策略,设置更严格的公差(0.003mm)和更小的行距(0.1mm)。
六、实操案例
某航空发动机制造企业使用Hypermill 2024对GH4169高温合金整体叶盘进行五轴加工编程。叶盘直径500mm,叶片数量36片,叶片高度60mm,材料硬度HRC38-42。编程方案:粗加工使用D10R2硬质合金球头刀,策略选择叶轮区域清除,切削速度Vc=40m/min,fz=0.08mm/z,ap=0.3mm,分8层切削;半精加工使用D6R3球头刀,策略选择叶片半精加工,行距0.8mm,Vc=50m/min,fz=0.06mm/z;精加工使用D4R2球头刀,策略选择叶片精加工,行距0.2mm,公差0.005mm,Vc=55m/min,fz=0.04mm/z,前倾角15度。整个叶盘加工时间约32小时,叶片型面精度达到正负0.02mm,表面粗糙度Ra0.4微米,满足航空发动机叶片质量标准。
七、总结与建议
Hypermill五轴加工编程是CAM领域的顶级技术,需要编程人员具备扎实的五轴加工理论基础和丰富的实践经验。核心要点包括:根据零件几何特征选择合适的五轴加工策略,合理设置刀具轴向控制策略避免碰撞和奇异点,充分利用Hypermill的自动碰撞避让和轴向优化功能,通过机床仿真验证程序安全性。建议建立五轴加工编程的标准流程和参数模板库,将成熟的叶轮、叶片、深腔等典型零件的编程方案标准化。同时,加强与机床操作人员的沟通,根据实际加工反馈不断优化编程参数,形成持续改进的良性循环。