工业机器人在数控加工中的应用
工业机器人在数控加工领域的应用正在快速增长,从最初的上下料搬运发展到如今的机器人磨削、抛光、去毛刺、激光切割和增材制造等直接加工应用。工业机器人与数控机床的集成(Robot-CNC Integration)构成了柔性制造系统(FMS)的核心单元,能够实现24小时无人化生产,大幅提高设备利用率和生产效率。据统计,使用机器人上下料的数控机床利用率可从单班运行的40-50%提高到三班连续运行的85-90%。工业机器人在数控加工中的应用主要分为两大类:辅助应用(上下料、物料搬运、工件翻转和码垛)和直接加工应用(机器人铣削、磨削、抛光和去毛刺)。本文将从机器人选型、与CNC的集成方案、编程方法和典型应用案例四个方面进行详细介绍。
一、工业机器人选型
数控加工中常用的工业机器人类型包括:六轴多关节机器人(6-axis Articulated Robot,适合上下料和搬运)、SCARA机器人(Selective Compliance Assembly Robot Arm,适合平面内的高速搬运和装配)、协作机器人(Collaborative Robot,Cobot,适合人机协作的上下料场景)和龙门式机器人(Gantry Robot,适合大型工件的搬运和重载上下料)。六轴机器人是最常用的类型,代表品牌包括FANUC(R-2000iC系列,负载100-210kg)、ABB(IRB 6700系列,负载150-250kg)、KUKA(KR QUANTEC系列,负载150-300kg)和安川(GP系列,负载50-225kg)。选型时需根据工件重量、臂展范围、定位精度和节拍要求确定机器人型号。
| 应用场景 | 推荐机器人类型 | 负载(kg) | 臂展(mm) | 重复定位精度(mm) | 代表型号 |
|---|---|---|---|---|---|
| 数控车床上下料 | 六轴/SCARA | 10-50 | 1000-2000 | 正负0.05-0.1 | FANUC R-2000iC/100P |
| 加工中心上下料 | 六轴 | 20-100 | 1500-2500 | 正负0.05-0.1 | ABB IRB 6700-200 |
| 大型龙门机床上下料 | 龙门式 | 500-2000 | 3000-10000 | 正负0.1-0.3 | Demag KBK系列 |
| 机器人磨削抛光 | 六轴(高精度) | 10-30 | 1500-2000 | 正负0.02-0.05 | KUKA KR 16-2 |
| 机器人去毛刺 | 协作机器人 | 5-16 | 800-1300 | 正负0.02-0.05 | UR10e/e-Series |
| 多机床连线 | 导轨式六轴 | 30-100 | 移动+臂展 | 正负0.05-0.1 | FANUC R-2000iC/210F |
二、机器人与CNC的集成方案
2.1 通信集成
机器人与数控机床之间的通信是实现自动化生产的基础。常用的通信方式包括:I/O信号通信(最简单可靠,通过PLC中转,机器人发送”机床准备就绪”信号给CNC,CNC发送”加工完成”信号给机器人)、PROFINET/EtherCAT工业以太网通信(数据传输速度快,可传输更多状态信息和参数)和OPC UA通信(标准化通信协议,适合不同品牌设备的互联)。通信信号的典型定义:机器人->CNC的信号包括”工件已装夹”、”安全门已关闭”、”请求启动加工”;CNC->机器人的信号包括”加工完成”、”机床就绪”、”报警状态”。
2.2 物料输送系统
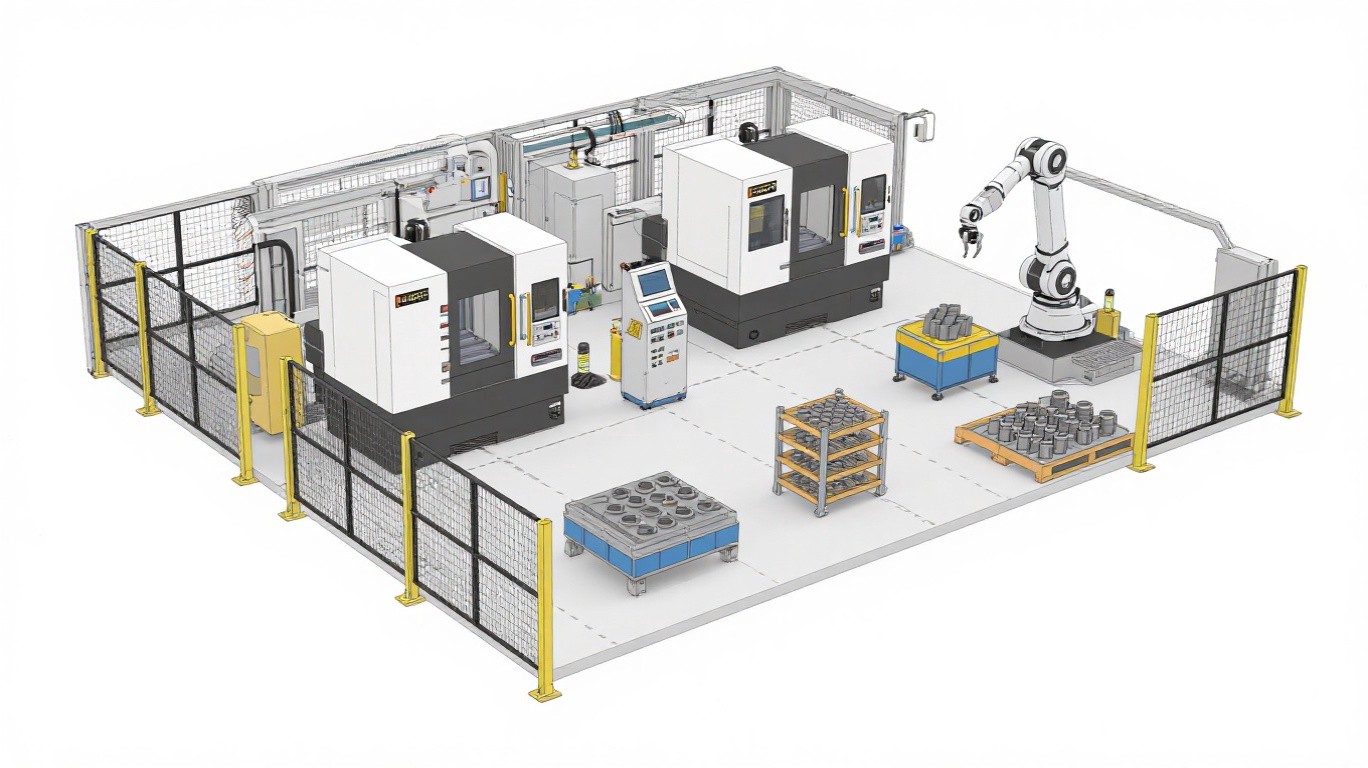
机器人上下料的物料输送系统包括:毛坯料仓(存放待加工毛坯,通常采用多层料架或振动料盘)、成品料仓(存放加工完成的零件)、工件识别系统(RFID标签或视觉识别,确认工件类型和加工状态)和工件翻转机构(双端加工时需要翻转工件)。料仓设计需考虑工件的定位精度(定位误差不超过0.5mm)和容量(至少满足2小时的连续生产需求)。对于多品种混线生产,推荐使用智能料仓系统,每个料位配备RFID标签,机器人根据生产计划自动识别和抓取对应的毛坯。
三、机器人编程方法
工业机器人的编程方法主要有三种:示教编程(Teaching)、离线编程(Offline Programming)和机器人引导编程(Lead-Through)。示教编程是最常用的方法,操作人员通过示教器(Teach Pendant)手动引导机器人运动到各目标位置,记录位置数据和运动指令。示教编程的优点是直观、简单,适合点位操作(如上下料);缺点是编程效率低,编程时需要停机。离线编程(OLP)使用专用软件(如RobotStudio、RoboDK或DELMIA)在计算机上创建机器人的运动路径和程序,然后通过以太网下载到机器人控制器。离线编程适合复杂的加工路径(如机器人铣削和磨削),可以在不影响生产的情况下进行编程和仿真验证。
提示:机器人上下料编程中,抓取和放置动作是核心。抓取动作需考虑工件的定位偏差,通常在抓取后增加一个微调动作(使用视觉引导或力传感器反馈),确保工件在夹具中的定位精度。放置动作需考虑夹具的定位销和定位面,机器人末端执行器(夹爪)的重复定位精度应优于工件的定位精度要求。
- 机器人夹爪选型:气动夹爪(SMC或Schunk品牌,夹持力可调,适合规则形状工件)、电动夹爪(FANUC或Robotiq品牌,力控精度高,适合精密工件)和真空吸盘(Festo或Piab品牌,适合平板类工件)
- 机器人安全配置:设置安全工作区域(通过软件限制机器人的运动范围),配置安全传感器(安全光栅检测人员进入),设定安全速度(人机协作区域速度不超过250mm/s)
- 多机床连线方案:一台机器人通过导轨(第七轴)在多台机床之间移动,实现多机床的上下料,导轨长度根据机床间距确定,通常3-15米
- 机器人视觉引导:使用2D或3D视觉系统(如基恩士CV-X或Cognex IS系列),识别工件位置和姿态偏差,自动修正机器人抓取位置,补偿精度可达正负0.1mm
四、机器人直接加工应用
工业机器人直接参与加工(Robotic Machining)是近年来发展迅速的应用领域。与数控机床相比,机器人加工具有工作空间大、柔性高和投资成本低的优点,但精度和刚性较低。机器人加工适合大型工件(如飞机结构件、风电叶片和船舶螺旋桨)的磨削、抛光、去毛刺和铣削等工序。机器人铣削的精度通常为正负0.1-0.3mm,表面粗糙度Ra3.2-6.3um,适合作为粗加工或半精加工工序。为提高机器人加工精度,可采用力控技术(力传感器实时反馈切削力,调整进给速度)和刚度增强技术(外部刚度增强机构或冗余支撑)。
五、典型应用案例
| 应用案例 | 工件类型 | 机器人型号 | 工序内容 | 节拍(秒/件) | 效益 |
|---|---|---|---|---|---|
| 数控车床自动上下料 | 轴类零件(直径50mm,长200mm) | FANUC M-20iA/20M | 抓取毛坯-装夹-等待加工-取下成品-码垛 | 45 | 节省1人/班,利用率提高35% |
| 加工中心自动上下料 | 铝合金壳体(300x200x100mm) | ABB IRB 6700-150 | 从料仓取料-装夹-翻转-二次装夹-码垛 | 90 | 节省2人/班,24小时生产 |
| 机器人去毛刺 | 铸铁阀体(5kg) | UR10e协作机器人 | 视觉识别-柔性去毛刺工具-多面去毛刺 | 60 | 质量一致性提高80% |
| 机器人磨削抛光 | 不锈钢叶轮(直径300mm) | KUKA KR 16-2 | 力控磨削-多轴联动抛光 | 300 | 替代人工抛光,效率提高3倍 |
六、总结与建议
工业机器人在数控加工中的应用是智能制造的重要组成部分,能够显著提高生产效率、降低人工成本和改善工作环境。建议企业在引入机器人自动化时,先从最成熟的上下料应用入手,积累经验后再逐步扩展到机器人直接加工等高级应用。机器人选型时应充分考虑未来扩展需求,负载和臂展预留30%余量。集成方案设计应注重标准化和模块化,便于后续复制和扩展。日常维护中应建立机器人保养制度,定期检查减速器润滑油、编码器电缆和各轴机械制动器,确保机器人长期稳定运行。