数控平面磨床加工工艺
数控平面磨床是精密平面加工的关键设备,广泛应用于模具制造、精密量具加工和精密零件的平面精加工。平面磨削能够达到极高的平面度(0.005mm/300mm以内)、平行度(0.005mm以内)和表面粗糙度(Ra0.1-0.4μm),是获得高精度平面的主要加工方法。数控平面磨床通过CNC控制系统实现磨削循环的自动化,支持自动进给、自动测量补偿、砂轮自动修整等功能,大幅提高了加工效率和重复精度。本文将详细介绍数控平面磨床的类型与结构、砂轮选择、磨削工艺参数、编程方法和典型加工工艺。
一、平面磨床类型与适用范围
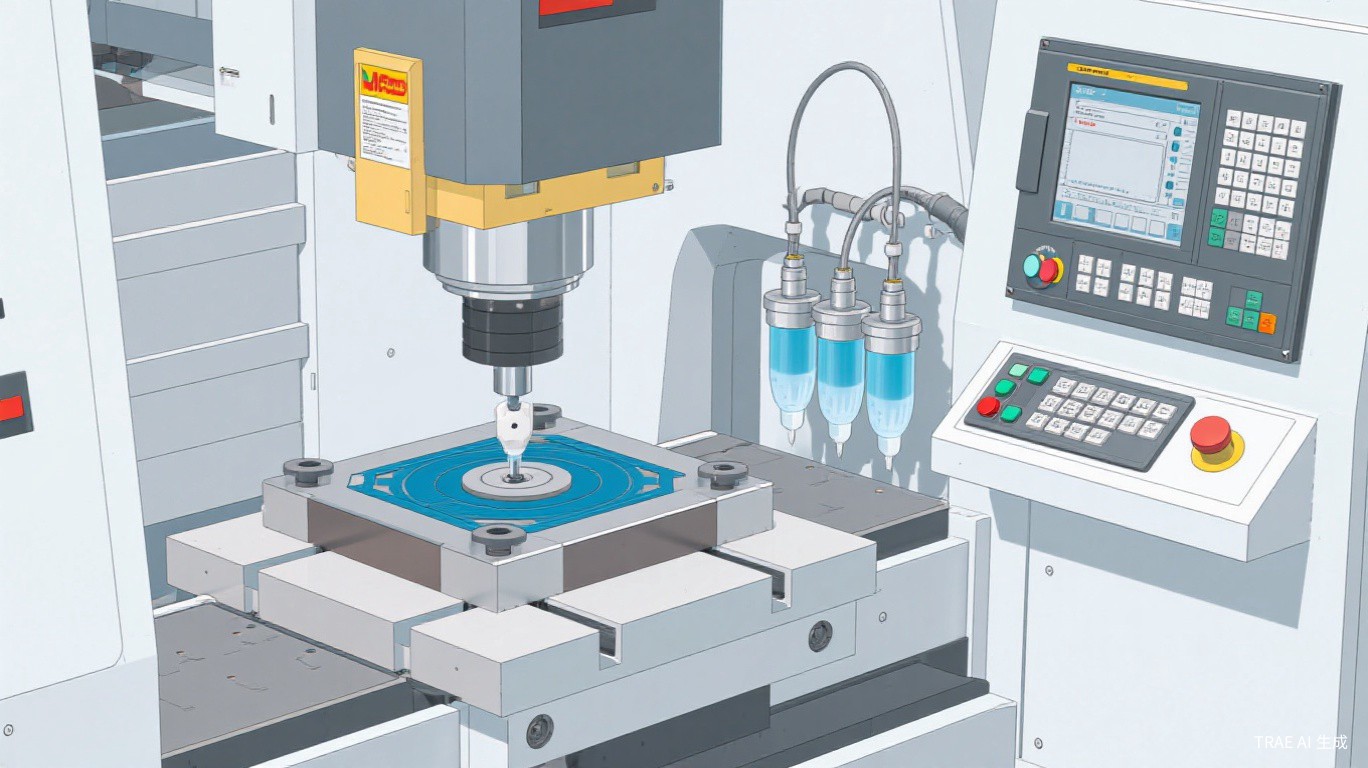
平面磨床按工作台形状分为卧轴矩台式、卧轴圆台式、立轴矩台式和立轴圆台式四种基本类型。卧轴矩台式平面磨床(最常见)使用平形砂轮的周边进行磨削(周边磨削),磨削精度高,适合中小型平面零件的精密磨削。立轴圆台式平面磨床使用筒形砂轮或杯形砂轮的端面进行磨削(端面磨削),磨削面积大,生产效率高,适合大批量平面零件的粗磨和半精磨。数控平面磨床通常采用卧轴矩台式结构,配备十字工作台(X轴纵向移动、Y轴横向移动)和砂轮架垂直进给(Z轴),部分高端机型还配备砂轮修整器(U轴)。
| 磨床类型 | 磨削方式 | 加工精度 | 适用范围 |
|---|---|---|---|
| 卧轴矩台式 | 周边磨削 | 平面度0.003mm,Ra0.1μm | 精密平面、模具型板、量具 |
| 卧轴圆台式 | 周边磨削 | 平面度0.005mm,Ra0.2μm | 环形/扇形零件、批量生产 |
| 立轴矩台式 | 端面磨削 | 平面度0.01mm,Ra0.4μm | 大面积平面粗磨 |
| 立轴圆台式 | 端面磨削 | 平面度0.01mm,Ra0.4μm | 大批量平面零件 |
二、砂轮选择与安装
平面磨削砂轮的选择原则与外圆磨削类似,但需要特别考虑磨削接触面积大的特点。由于平面磨削的砂轮与工件接触面积远大于外圆磨削,磨削热量更大,因此应选择较软的砂轮(硬度偏低1-2级),以保持砂轮的自锐性。常用砂轮规格:平形砂轮(1型),尺寸为300×50×127mm或400×50×203mm(外径×厚度×孔径)。磨料选择:加工钢件选用刚玉类(A/WA/SA),加工铸铁选用碳化硅类(C/GC),加工硬质合金选用金刚石(D)。粒度选择:粗磨选用36-46号粒度,精磨选用60-80号粒度,超精磨选用100-120号粒度。
三、磨削工艺参数
平面磨削的主要参数包括砂轮线速度Vs、工作台纵向速度Vf、横向进给量fa和垂直进给量(磨削深度)fr。砂轮线速度Vs通常取25-35m/s,高速磨削可达45-63m/s。工作台纵向速度Vf通常取15-25m/min(粗磨)或10-15m/min(精磨)。横向进给量fa通常取砂轮宽度的1/4-3/4(粗磨)或1/8-1/4(精磨)每行程。垂直进给量fr(磨削深度)粗磨取0.01-0.03mm/行程,精磨取0.002-0.005mm/行程,无火花磨削(光磨)进行3-5个行程以消除弹性变形。
| 磨削阶段 | 砂轮线速度Vs | 工作台速度Vf | 横向进给fa | 垂直进给fr | 光磨行程数 |
|---|---|---|---|---|---|
| 粗磨 | 25-30m/s | 20-25m/min | (0.5-0.75)×B | 0.01-0.03mm | 0 |
| 半精磨 | 28-32m/s | 15-20m/min | (0.3-0.5)×B | 0.005-0.01mm | 1-2 |
| 精磨 | 30-35m/s | 10-15m/min | (0.1-0.25)×B | 0.002-0.005mm | 3-5 |
| 超精磨 | 30-35m/s | 8-12m/min | (0.05-0.1)×B | 0.001-0.002mm | 5-10 |
四、工件装夹与定位
平面磨削的工件装夹方式主要有三种:电磁吸盘装夹、精密平口钳装夹和专用夹具装夹。电磁吸盘是最常用的装夹方式,利用电磁力吸附磁性工件(钢、铸铁),装夹方便快捷,不损伤工件已加工表面。电磁吸盘分为普通电磁吸盘(吸力约1.0-1.5MPa)、强力电磁吸盘(吸力约1.5-2.0MPa)和永磁吸盘(无需电源,安全性好)。对于非磁性材料(不锈钢、铝合金、铜合金),需要使用精密平口钳或真空吸盘装夹。装夹前必须清理吸盘表面和工件底面,确保无毛刺、油污和异物。
五、磨削工艺流程与编程
数控平面磨床的典型磨削工艺流程:①工件装夹——清洁吸盘表面,放置工件,充磁固定;②砂轮修整——安装金刚石修整器,修整砂轮端面和周边,恢复砂轮精度;③对刀——手动方式使砂轮轻轻接触工件表面,设定磨削零点;④粗磨——设定粗磨参数,自动循环磨削至接近目标尺寸(留精磨余量0.02-0.05mm);⑤精磨——设定精磨参数,自动循环磨削至目标尺寸;⑥光磨——无进给光磨3-5个行程,消除弹性变形;⑦测量——取下工件测量厚度尺寸和平行度。数控编程示例(Fanuc 0i-GG系统):O2000;G28 U0 W0(回参考点);G54(选择工件坐标系);T01(调用1号砂轮);M03 S1500(砂轮启动,线速度约28m/s);M08(冷却液开);G00 X-150 Y0(快速定位);G00 Z10(砂轮快速下降至安全高度);G01 Z-0.02 F200(粗磨,每行程进给0.02mm);M98 P1001 L10(调用粗磨子程序10次);G01 Z-0.005 F100(精磨,每行程进给0.005mm);M98 P1001 L5(调用精磨子程序5次);G04 U5000(暂停5秒,无火花光磨);M98 P1001 L3(光磨3个行程);G00 Z50(砂轮抬起);M05 M09(砂轮停,冷却液关);M30(程序结束)。
六、常见质量问题与对策
提示:平面磨削中最常见的质量问题包括:①工件表面出现波纹——原因多为砂轮不平衡或机床振动,对策是重新平衡砂轮、检查主轴轴承;②工件表面烧伤——原因多为磨削深度过大或冷却不足,对策是减小磨削深度、增加冷却液流量;③平行度超差——原因多为吸盘表面不平或工件变形,对策是修整吸盘表面、采用合理的装夹方式;④工件塌角——原因多为砂轮越出工件边缘过多,对策是减少砂轮越程量至砂轮宽度的1/3-1/2。
七、总结与建议
- 工件平面度超差:检查工作台面是否水平,确认磁力吸盘的吸力是否均匀,调整磨削工艺采用多次走刀
- 表面出现波纹:检查砂轮是否平衡,调整砂轮转速避开共振区,减小垂直进给量
- 工件表面烧伤:降低磨削深度,增加冷却液流量,选用较软较粗的砂轮,采用间歇磨削方式
- 磁力吸盘吸力不足:清理吸盘工作面铁屑,检查线圈电压是否正常,检查密封条是否老化
- 砂轮修整后形状不正确:检查金刚石修整器是否锋利,调整修整进给速度,确认修整器安装角度正确
数控平面磨床加工工艺是精密制造技术的重要组成部分。掌握砂轮选择、工艺参数设定、工件装夹和编程操作等核心技能,是保证磨削质量的关键。建议操作人员:①根据工件材料和精度要求合理选择砂轮;②严格控制磨削参数,避免磨削烧伤和变形;③定期修整砂轮,保持砂轮的切削性能和几何精度;④做好砂轮动平衡,减少磨削振动;⑤充分利用数控系统的自动测量和补偿功能,提高加工精度和效率;⑥注意安全操作,磨削时必须佩戴防护眼镜,严禁在砂轮旋转时触摸工件或砂轮。通过规范的工艺操作和持续的技术改进,可以充分发挥数控平面磨床的精密加工能力。