数控机床导轨类型与维护保养
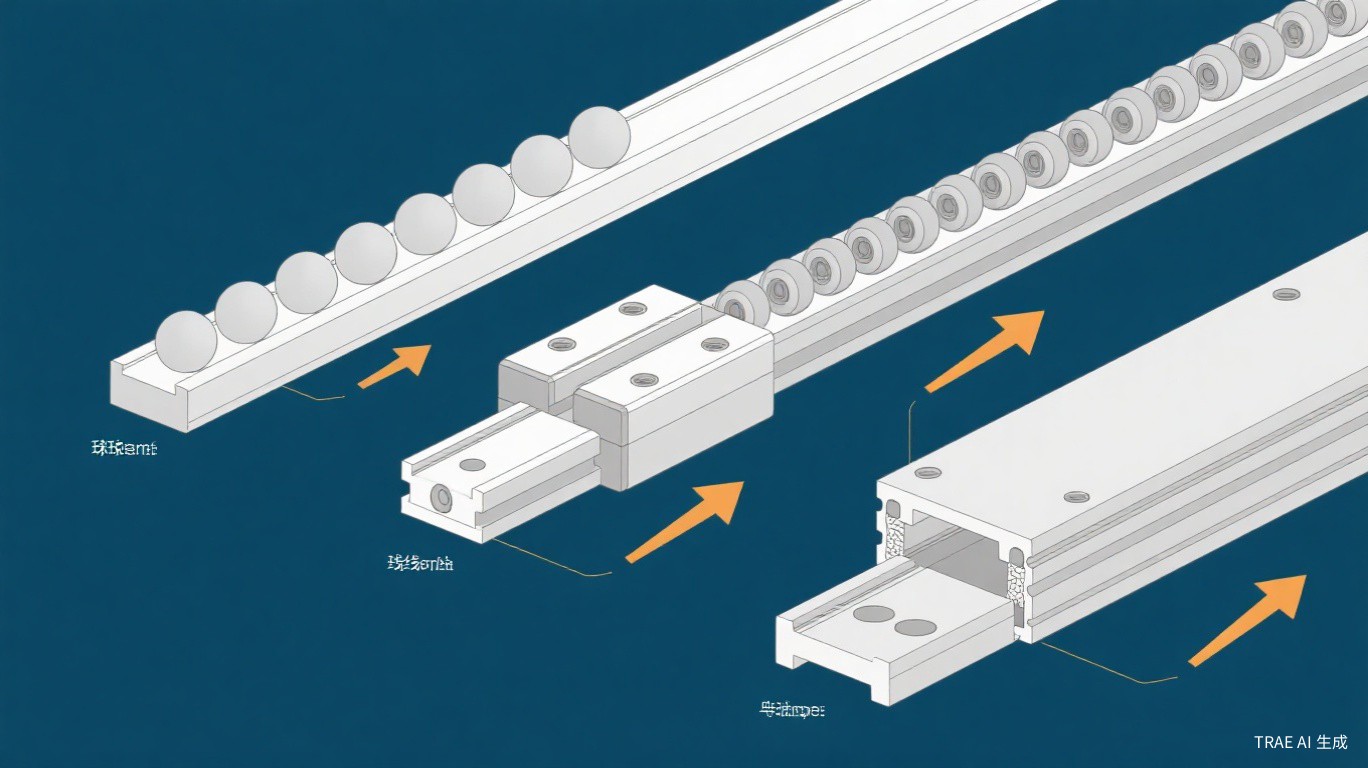
导轨是数控机床实现直线运动的基础部件,承受工件的重量、切削力和运动部件的自重,同时保证各坐标轴的运动精度和重复定位精度。导轨的性能直接影响机床的定位精度、运动平稳性和使用寿命。数控机床导轨主要分为滑动导轨(硬轨)和滚动导轨(线轨)两大类,其中滚动导轨又包括直线滚动导轨和直线滚柱导轨两种。近年来,随着直线电机技术的成熟,气浮导轨和液体静压导轨在超精密机床上也得到了广泛应用。正确选择导轨类型并做好日常维护保养,对于保持机床精度至关重要。
一、导轨类型与特点
滑动导轨(俗称硬轨)通过导轨面之间的滑动摩擦实现运动,导轨材料通常为铸铁(HT250或HT300)配以聚四氟乙烯(PTFE)软带或DU类金属塑料复合导轨板。滑动导轨的承载能力大、减振性好、刚性高,适合重切削场合。但摩擦系数较大(0.05~0.15),低速运动时容易出现爬行现象。滚动导轨(俗称线轨)通过钢球或滚柱在导轨和滑块之间滚动实现运动,摩擦系数极小(0.002~0.005),运动灵活、响应快、定位精度高,适合高速精密加工。但承载能力和抗振性相对较低,对安装基面的精度要求高。
| 导轨类型 | 摩擦系数 | 承载能力 | 精度保持性 | 适用场景 |
|---|---|---|---|---|
| 铸铁滑动导轨 | 0.05~0.15 | 极高 | 中等 | 重切削、大型机床 |
| 贴塑滑动导轨 | 0.03~0.08 | 高 | 良好 | 通用数控车床/铣床 |
| 直线滚珠导轨 | 0.002~0.005 | 中等 | 优秀 | 加工中心、高速机床 |
| 直线滚柱导轨 | 0.002~0.004 | 高 | 优秀 | 重载加工中心 |
| 液体静压导轨 | 0.0005~0.001 | 极高 | 极好 | 超精密机床 |
| 空气静压导轨 | 约等于0 | 低 | 极好 | 纳米级精密机床 |
二、直线滚动导轨结构与规格
2.1 导轨结构
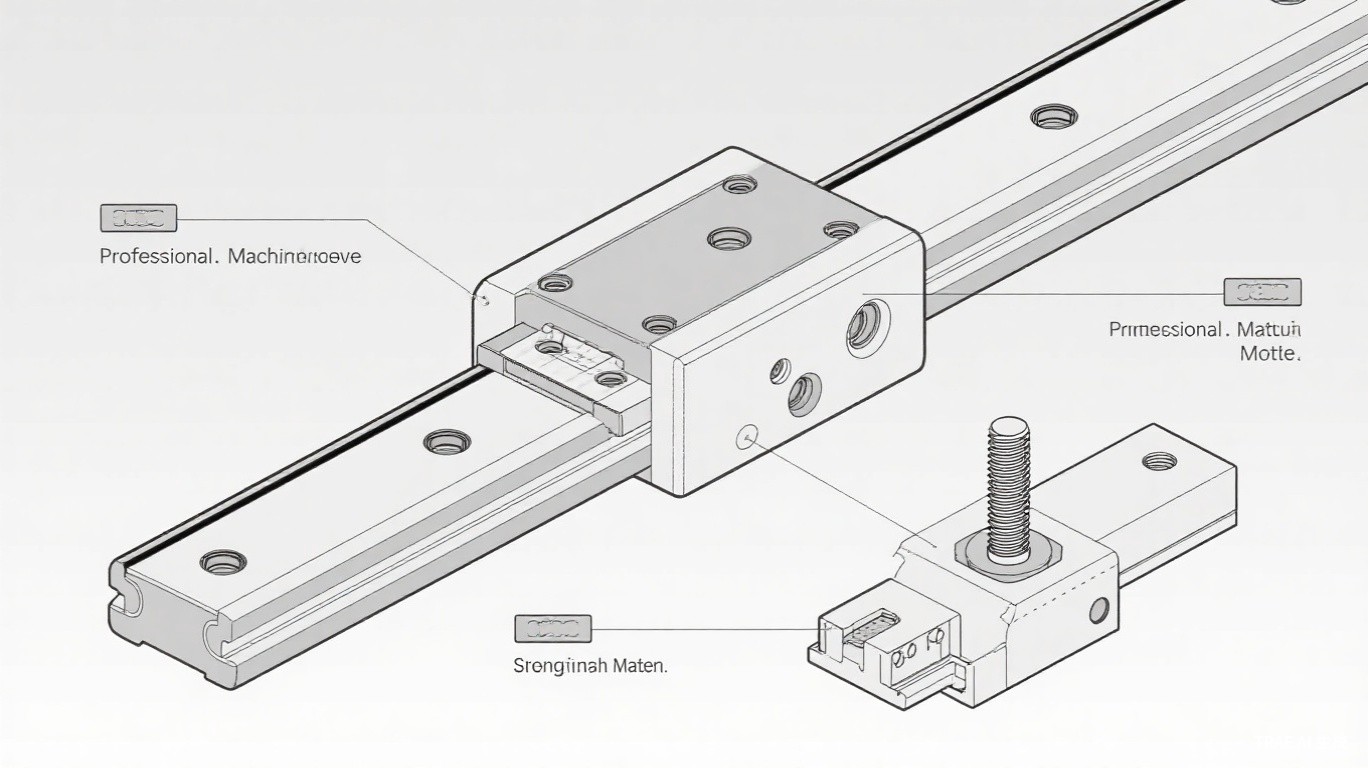
直线滚动导轨由导轨(轨道)、滑块、钢球(或滚柱)、端盖、密封件和润滑通道组成。导轨采用高碳铬轴承钢(GCr15)经淬火回火处理,硬度HRC58-62,导轨面经过精密磨削加工。滑块内部有四列(或两列)钢球循环回路,钢球直径通常为3.175mm、4.762mm或6.35mm。根据钢球列数和接触角的不同,直线导轨分为四方向等载荷型(如THK HSR系列)和径向载荷型(如THK SHS系列)。
2.2 导轨规格选型
直线导轨的主要规格参数包括:导轨宽度、滑块宽度、基本额定动载荷(C值)、基本额定静载荷(C0值)和预紧等级。常用导轨宽度有15mm、20mm、25mm、30mm、35mm、45mm、55mm和65mm等规格。预紧等级分为轻预紧(ZF)、中预紧(Z0)和重预紧(Z1/Z2/Z3),预紧力越大刚性越好但摩擦力也越大。加工中心通常选用中预紧或重预紧导轨,以保证加工精度。
三、导轨预紧力调整方法
直线滚动导轨的预紧力调整是保证机床精度的关键环节。预紧力过小会导致刚性不足、振动增大;预紧力过大会增加摩擦发热、降低运动灵活性和导轨寿命。调整方法通常采用调整垫片法或调整螺钉法。调整垫片法是在导轨和安装基面之间增减不同厚度的垫片(垫片厚度精度为0.005mm),通过改变导轨的安装高度来调整预紧力。调整螺钉法通过旋转滑块侧面的调整螺钉,推动滑块内部的楔块来改变钢球的过盈量。调整后应使用千分表测量滑块在导轨上的运动阻力,确保各轴运动均匀顺畅。
四、导轨常见故障与维护
提示:导轨的清洁度直接影响其精度和寿命。加工过程中产生的铁屑和切削液中的杂质是导轨损坏的主要原因,必须做好导轨的防护和清洁工作。
- 导轨表面锈蚀:保持导轨表面清洁干燥,长期停机时应在导轨表面涂抹防锈油。发现轻微锈蚀时,可用细砂纸(400号以上)配合导轨油轻轻打磨去除锈迹。
- 滑块运动不顺畅:检查导轨表面是否有划伤或凹陷,钢球是否脱落或碎裂,密封件是否损坏导致异物进入。轻微划伤可用油石修磨,严重损伤需更换整根导轨。
- 导轨间隙过大:检查预紧力是否松弛,调整垫片是否移位,安装螺栓是否松动。重新调整预紧力至规定值,拧紧安装螺栓至规定扭矩。
- 导轨异常噪声:正常运行的直线导轨应仅有轻微的滚动声。出现尖锐噪声或撞击声时,应立即停机检查。常见原因包括钢球碎裂、导轨面剥落、润滑不足或滑块内部进入异物。
- 精度丧失:长期使用后导轨精度下降是正常现象。当直线度误差超过0.02mm/1000mm或平行度误差超过0.015mm/1000mm时,应考虑更换导轨。
五、导轨润滑管理
导轨润滑是维护保养的核心内容。滑动导轨通常使用68号或100号导轨油,通过手动润滑泵或自动润滑系统定期供油。自动润滑系统一般设定为每30分钟供油一次,每次供油量0.1~0.3mL。直线滚动导轨使用2号锂基脂或导轨专用润滑脂(如THK AFB-LF或INA Arcanol LOAD150),通过滑块上的油嘴用黄油枪注入。润滑周期根据使用频率确定,一般每天或每班加注一次。润滑脂填充量约为滑块内部空间的30%~50%,过多会导致发热。
六、实操案例
某企业一台VMC1060加工中心使用三年后,X轴直线度误差达到0.035mm/1000mm,定位精度从出厂时的0.008mm下降到0.018mm。经检查发现X轴导轨(THK HSR35A,两根导轨、四个滑块配置)表面有多处划伤,其中一个滑块内部钢球有碎裂现象。分析原因是导轨防护刮板老化破损,细小铁屑进入导轨内部。更换了X轴两根导轨和四个滑块,安装时严格按照THK规定的安装步骤操作:先安装基准导轨(紧固螺栓扭矩按对角线顺序分三次拧紧至规定值),再安装从动导轨,最后调整预紧力。安装后检测直线度恢复至0.008mm/1000mm,定位精度恢复至0.006mm。同时更换了导轨防护罩和刮板,加强了导轨清洁管理。
七、总结与建议
导轨是数控机床精度的基石,其维护保养不容忽视。对于滑动导轨,重点是保持良好的润滑和防止异物进入导轨面;对于滚动导轨,重点是保持清洁、防止锈蚀和定期润滑。建议建立导轨定期检查制度,每月检查导轨精度和润滑状态,每季度进行一次全面保养。加工环境较差的车间应缩短维护周期,加强导轨防护措施。当导轨精度下降到影响加工质量的程度时,应及时更换,避免造成更大的损失。