数控车削中心(车铣复合)编程技巧与实战
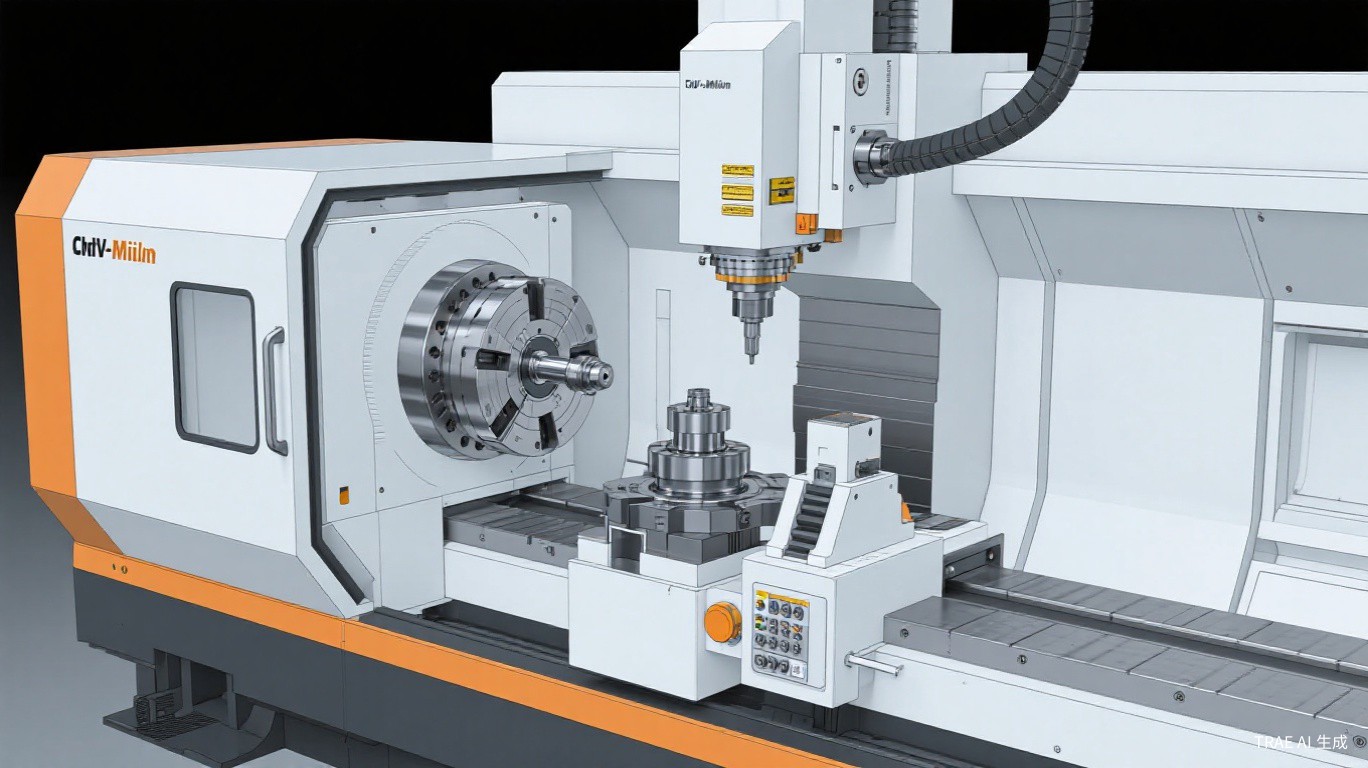
数控车削中心(Turn-Mill Center),又称车铣复合机床,是在数控车床基础上集成铣削功能的多功能加工设备。现代车铣复合机床通常配备B轴(动力刀具旋转轴)、Y轴(垂直于XZ平面的附加轴)和副主轴,能够在一台机床上完成车削、铣削、钻孔、攻丝和滚齿等多种加工工序,实现”一次装夹,全部完工”的加工理念。车铣复合编程相比普通数控车床编程更为复杂,需要掌握多轴联动编程、坐标系变换、动力刀具控制和B轴角度定位等高级编程技术。本文将系统介绍车铣复合编程的核心技巧,帮助编程人员提升复杂零件的编程效率。
一、车铣复合机床结构类型
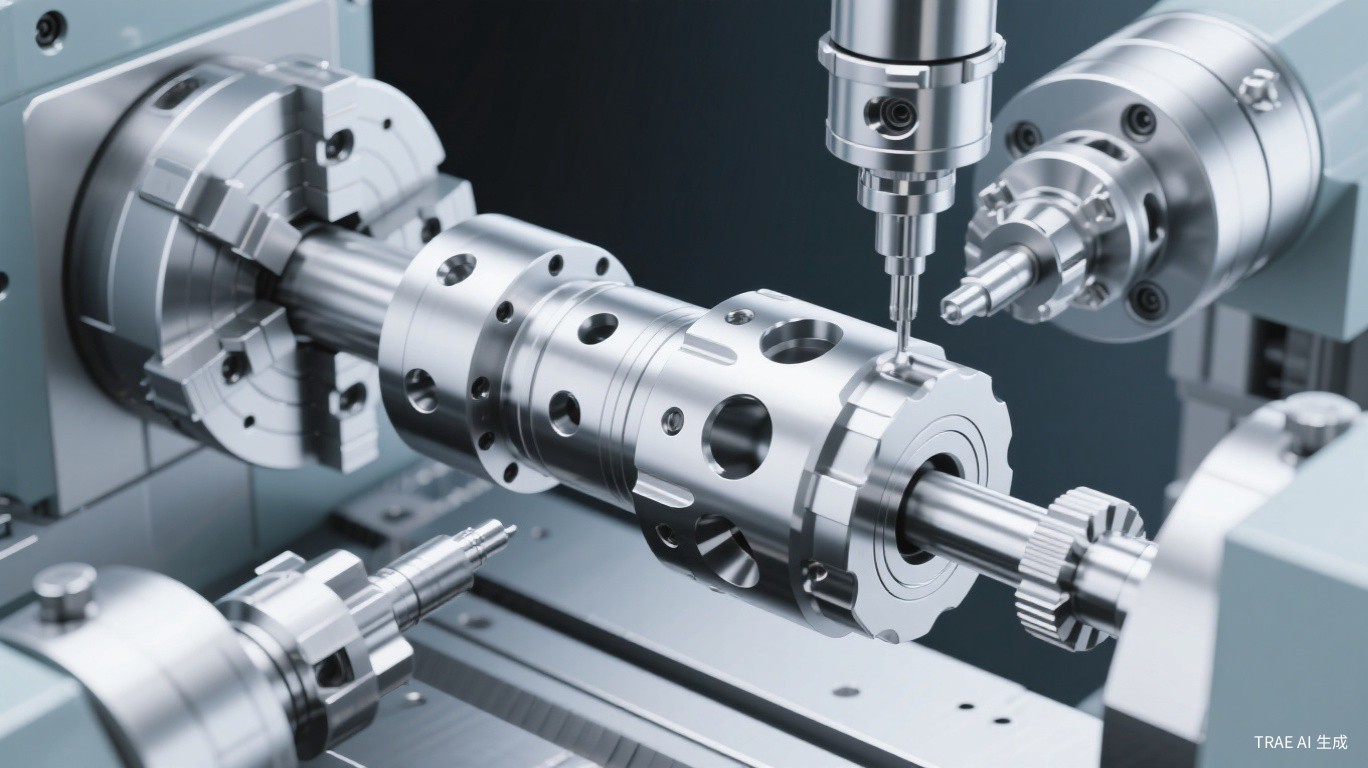
车铣复合机床按结构形式可分为倾斜式B轴型和正交式Y轴型两大类。倾斜式B轴型(如Mazak Integrex系列、DMG MORI NLX系列)的动力刀具主轴绕B轴旋转,B轴通常为30度或45度倾斜角,可实现任意角度的铣削加工。正交式Y轴型(如WFL Millturn系列)增加独立的Y轴,动力刀具在垂直于XZ平面的方向移动,适合平面铣削和键槽加工。按主轴配置可分为单主轴型和双主轴型(带副主轴),双主轴型可实现工件在主副主轴之间的自动传递,完成工件两端的全部加工。
| 结构类型 | 代表机型 | B轴范围 | Y轴行程 | 适用场景 |
|---|---|---|---|---|
| 倾斜B轴型 | Mazak Integrex e-RAMTEC | 225度(-45至180) | 无独立Y轴 | 复杂曲面/斜孔加工 |
| 正交Y轴型 | WFL M100 Millturn | 360度 | ±80mm | 键槽/平面铣削 |
| 双主轴B轴型 | DMG MORI NLX 2500/700 | 240度 | ±50mm | 两端全加工 |
| 棒料机B轴型 | Star SB-20R | 210度 | 无 | 小件批量生产 |
二、B轴编程技术
2.1 B轴定位与插补
B轴是车铣复合编程的核心,控制动力刀具主轴的旋转角度。B轴编程分为定位模式和插补模式两种。定位模式下,B轴以G00速度旋转至指定角度后锁定,然后进行铣削加工。插补模式下,B轴与其他轴联动运动,实现螺旋铣削或复杂曲面加工。B轴角度定义因机床而异,通常B0度表示动力刀具平行于Z轴(轴向),B90度表示动力刀具平行于X轴(径向)。FANUC系统中B轴定位指令为B_(如B45.0表示B轴旋转至45度位置),Mazak系统使用M代码控制B轴定位。
2.2 B轴铣削编程实例
以下为FANUC系统B轴铣削六角螺栓头部的典型编程示例:
提示:B轴铣削编程中,刀具半径补偿(G41/G42)必须在B轴定位完成后才能生效。B轴旋转过程中不能进行切削进给,否则会导致刀具损坏。编程时务必在B轴定位指令后加入G04暂停指令,确保B轴完全锁定后再开始切削。
- 六角铣削编程要点:使用G12.1极坐标插补功能,将X轴和C轴(工件旋转轴)转换为直角坐标系的X和Y轴,简化六角形编程
- 端面铣削编程:B轴定位至0度(轴向),使用G01进行端面铣削,注意设定合适的每齿进给量
- 径向铣削编程:B轴定位至90度(径向),使用G01进行径向铣削,注意刀具伸出长度对刚性的影响
- 斜面铣削编程:B轴定位至所需角度(如30度/45度),使用G01或G02/G03进行斜面铣削
- 螺旋铣削编程:使用G02/G03配合C轴联动,实现螺旋槽的铣削加工
三、C轴编程与动力刀具控制
C轴是车铣复合机床的工件旋转轴,在铣削模式下将主轴从旋转模式切换为分度定位模式。C轴控制方式分为两种:一是利用主轴电机内置编码器实现C轴定位(分度精度约0.001度),二是使用独立的C轴伺服电机(分度精度可达0.0001度)。C轴编程指令在FANUC系统中为C_(如C90.0表示工件旋转至90度位置),配合M代码实现主轴模式和C轴模式的切换。动力刀具控制通过M代码实现:M13启动动力刀具正转(同时开启冷却液),M14启动动力刀具反转,M15停止动力刀具。
四、坐标系变换与偏置
车铣复合加工涉及多个坐标系之间的转换,包括车削坐标系(XZ平面)、铣削坐标系(XY平面)和极坐标系。FANUC系统提供G17/G18/G19平面选择指令来切换加工平面:G18为XZ平面(车削默认),G17为XY平面(端面铣削),G19为YZ平面(侧面铣削)。坐标系变换是车铣复合编程的难点,编程时需注意以下几点:刀具长度补偿在车削和铣削模式下使用不同的偏置号;B轴旋转后刀具方向发生变化,需重新计算刀具补偿方向;使用G51.1坐标系镜像功能可简化对称零件的编程。
五、典型应用案例
案例:液压阀体零件的车铣复合加工。该零件材料为316L不锈钢,外形为阶梯轴,端面有6个M6螺纹孔均匀分布在PCD30圆周上,外圆有一个径向键槽。加工工艺安排:(1)主轴卡盘装夹,车削外圆和端面(G71/G70循环);(2)钻中心孔并钻6个底孔(G83深孔钻循环,配合C轴分度,每60度一个孔);(3)B轴定位至90度,铣削径向键槽(G01直线插补);(4)C轴分度,B轴定位至0度,攻丝6个M6螺纹孔(G84攻丝循环)。整个加工过程一次装夹完成,总加工时间约18分钟,相比传统工艺(车床+加工中心两道工序)节省时间约40%,且消除了二次装夹带来的同轴度误差。
六、总结与建议
车铣复合编程是数控加工领域的高级技术,要求编程人员同时具备车削和铣削编程经验,并深入理解多轴联动原理。编程时应遵循”先车后铣”的工序安排原则,合理规划B轴角度和C轴分度位置,避免不必要的B轴旋转以缩短加工时间。建议使用CAM软件(如ESPRIT、Mastercam Turn-Mill模块或Siemens NX)进行复杂零件的编程,通过软件仿真验证刀具路径的正确性,避免碰撞事故。日常加工中应建立标准化的B轴角度定位程序和C轴分度子程序,提高编程效率和加工一致性。