铰孔与镗孔加工工艺详解:精度控制与参数选择
铰孔和镗孔是机械加工中实现高精度孔加工的两种核心工艺方法。铰孔通常作为钻孔或扩孔后的精加工工序,用于获得IT7-IT9级精度和Ra0.4-1.6微米表面粗糙度的孔;镗孔则是一种更为通用的孔加工方法,既能用于粗加工去除大量余量,也能用于精加工达到IT6-IT8级精度。在发动机缸体、液压阀块、模具导套孔和轴承座孔等精密零件的制造中,铰孔和镗孔工艺的选择和应用直接决定了零件的装配质量和使用寿命。本文将系统讲解铰孔和镗孔的工艺原理、刀具选择、切削参数设置和精度控制方法,帮助读者掌握这两种关键孔加工技术的核心要点。
一、铰孔工艺基础
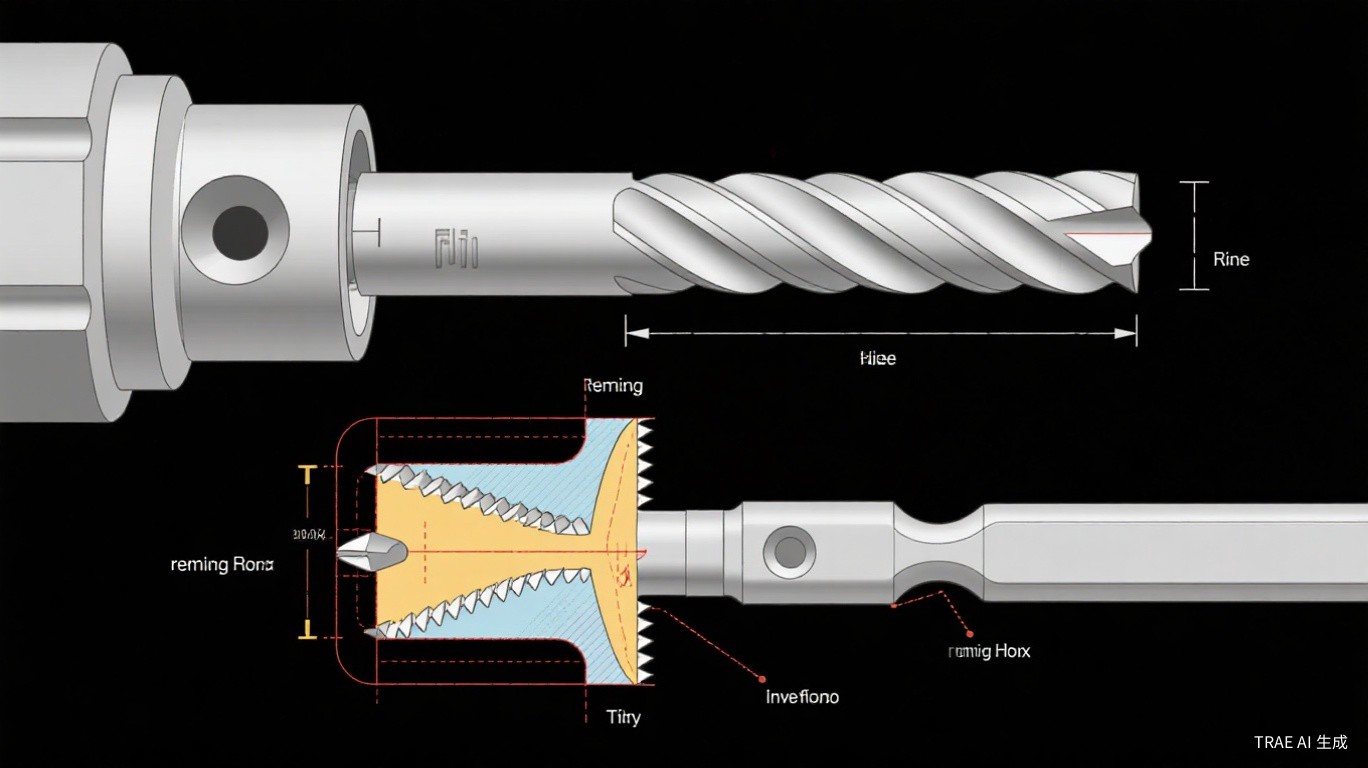
铰孔是利用铰刀对已钻出或扩出的孔进行精加工的工艺方法。铰刀的切削部分具有多个刀齿,每个刀齿上分布有很小的切削余量(通常为0.05-0.30mm的铰削余量),铰刀的校准部分(导向部分)具有精确的直径尺寸和倒锥度,在切削过程中起到导向和挤压孔壁的作用,从而获得高精度的孔。铰刀按使用方式分为手用铰刀和机用铰刀,按结构分为整体式铰刀、焊接式铰刀和可调式铰刀,按齿槽形状分为直槽铰刀和螺旋槽铰刀。机用铰刀通常采用螺旋槽结构(右旋),有利于排屑和减少振动。铰刀的材料以高速钢(HSS)和硬质合金为主,加工淬硬材料或大批量生产时优先选用硬质合金铰刀。
| 铰孔参数 | 推荐范围 | 影响因素 | 注意事项 |
|---|---|---|---|
| 铰削余量(单边) | 0.05-0.15mm(精铰) 0.15-0.30mm(粗铰) |
孔径大小、前道工序精度 | 余量过小无法修正孔形,过大导致铰刀过载 |
| 切削速度 | 5-15m/min(HSS) 15-30m/min(硬质合金) |
工件材料、铰刀材料 | 速度过高导致孔径扩大和表面粗糙 |
| 进给量 | 0.1-0.5mm/r | 孔径、工件材料 | 进给量过小产生振动,过大导致表面拉伤 |
| 冷却润滑 | 充分浇注切削液 | 工件材料 | 钢件用乳化液或切削油,铝合金用煤油或专用液 |
| 铰刀退出方式 | 主轴不停转、反向进给退出 | 机床功能 | 严禁铰刀在停转状态下退出,会划伤孔壁 |
二、镗孔工艺详解
2.1 镗削方式与刀具选择
镗孔是在镗床、加工中心或车床上使用单刃镗刀或多刃镗刀对孔进行加工的工艺方法。镗孔的主要优势在于加工范围广、灵活性高,一把镗刀可以加工一定直径范围内的所有孔,特别适合大直径孔和非标准尺寸孔的加工。镗削方式按刀具进给方向分为:镗刀杆进给式(刀具旋转并轴向进给,适合深孔)和工作台进给式(刀具只旋转,工作台进给,适合短孔)。按切削刃数量分为单刃镗削(一把镗刀一个切削刃,灵活性最高)和多刃镗削(如双刃镗刀或可调镗刀板,效率更高)。精密镗削(Fine Boring)使用金刚石或CBN刀片,切削深度极小(0.02-0.10mm),进给量0.02-0.10mm/r,切削速度150-300m/min,可获得IT6级精度和Ra0.2-0.8微米表面粗糙度。
2.2 镗刀杆选择与悬伸控制
镗刀杆的刚性是影响镗孔精度的关键因素。镗刀杆的直径应尽可能大,一般不小于悬伸长度的1/3(粗镗)或1/4(精镗)。当悬伸长度超过刀杆直径的4倍时,应使用减振镗刀杆(内置阻尼减振器)。镗刀杆的材料通常为42CrMo合金钢或钨重合金(高密度材料,减振效果好)。镗刀杆与主轴的连接方式有直柄(BT、SK系列)、锥柄(莫氏锥度)和CAPTO接口等,高精度镗削应选用高精度的HSK或CAPTO接口以获得最佳的同轴度和刚性。
三、精度控制与补偿方法
铰孔和镗孔的精度控制涉及孔径尺寸、圆度、圆柱度和位置度等多个指标。孔径尺寸的控制主要通过调整切削参数和刀具尺寸来实现:铰孔的孔径主要取决于铰刀的制造精度和铰削余量,通常铰削后的孔径会比铰刀直径大0.01-0.05mm(称为扩张量);镗孔的孔径则通过微调镗刀的径向位置来精确控制,现代数控镗刀(如Sandvik Siltron系统)的调整精度可达0.001mm。圆度误差通常由机床主轴的径向跳动、工件装夹变形和切削力引起的弹性变形等因素造成,精镗时应控制主轴径向跳动在0.005mm以内。位置度误差主要取决于机床的定位精度和工件坐标系的设置精度,使用数控系统的高精度定位功能和在线测量系统可以有效控制位置度。
提示:铰孔前必须确保底孔的位置精度和直线度满足要求。铰刀的导向作用只能修正少量偏差,如果底孔偏斜过大,铰刀会跟随底孔偏斜,无法纠正孔的位置。
四、常见问题与解决方案
- 铰孔后孔径偏大:减小铰削余量,降低切削速度,检查铰刀是否磨损或跳动过大,确认主轴与底孔的同轴度
- 铰孔表面粗糙:更换锋利的铰刀,提高切削液流量,降低进给量,检查底孔表面是否有划伤
- 镗孔圆度超差:减小切削深度,检查工件装夹是否变形,使用减振镗刀杆,降低切削速度
- 镗孔圆柱度超差(锥度):检查镗刀杆的悬伸量是否过大,调整切削参数使切削力均匀,检查机床导轨的直线度
- 铰刀卡死或折断:确保铰削余量均匀,检查底孔是否有锥度或台阶,降低进给量,使用螺旋槽铰刀改善排屑
五、实操案例:液压阀块精密孔系加工
某液压阀块材料为45钢调质(HRC28-32),需要加工多个精密孔:主油路孔直径25H7(+0.021/0),深50mm,表面粗糙度Ra小于等于0.8微米。加工工艺路线:钻孔直径23mm(留2mm余量)到扩孔至直径24.5mm(留0.5mm余量)到粗镗至24.8mm(留0.2mm余量)到精镗至25H7。粗镗参数:vc=80m/min(n=1034r/min),ap=0.35mm(双边),f=0.15mm/r。精镗参数:vc=120m/min(n=1528r/min),ap=0.10mm(双边),f=0.08mm/r。使用Sandvik CoroBore 826微调镗刀,精镗后实测孔径25.005-25.018mm,圆度0.003mm,圆柱度0.005mm,表面粗糙度Ra0.5微米,完全满足精度要求。
六、总结与建议
铰孔和镗孔是精密孔加工的两大支柱工艺,各有其适用场景和优势。铰孔适合中小直径孔的批量精加工,效率高但灵活性较低;镗孔适合大直径孔和非标孔的加工,灵活性高但效率相对较低。在实际生产中,应根据零件的孔径、精度要求、生产批量和设备条件合理选择工艺方法。建议建立铰刀和镗刀的寿命管理档案,定期检测刀具磨损量并及时更换或修磨,确保加工精度的稳定性。对于高精度孔的加工,建议配备在线测量系统(如Renishaw测头),实现加工过程中的自动测量和刀具补偿,提高加工效率和精度一致性。