深孔钻削技术详解:枪钻与BTA喷吸钻的原理、参数与应用
深孔钻削是指孔的深度与直径之比(长径比L/D)大于5的钻孔加工,在液压缸体、曲轴油道、枪管、注塑模具冷却水道和航空发动机燃油喷嘴等零件的制造中具有不可替代的作用。深孔钻削面临的核心技术挑战包括:排屑困难、切削热集中、刀具导向精度要求高和孔轴线直线度控制等。针对不同的孔径范围和精度要求,工业界发展了多种深孔钻削技术,其中枪钻(Gun Drilling)和BTA(Boring and Trepanning Association)系统是应用最为广泛的两种。枪钻适用于小直径深孔(直径2-30mm),BTA系统适用于中等及大直径深孔(直径18-120mm)。本文将详细讲解这两种深孔钻削技术的工作原理、刀具结构、切削参数选择和实际应用中的关键工艺要点。
一、枪钻工作原理与刀具结构
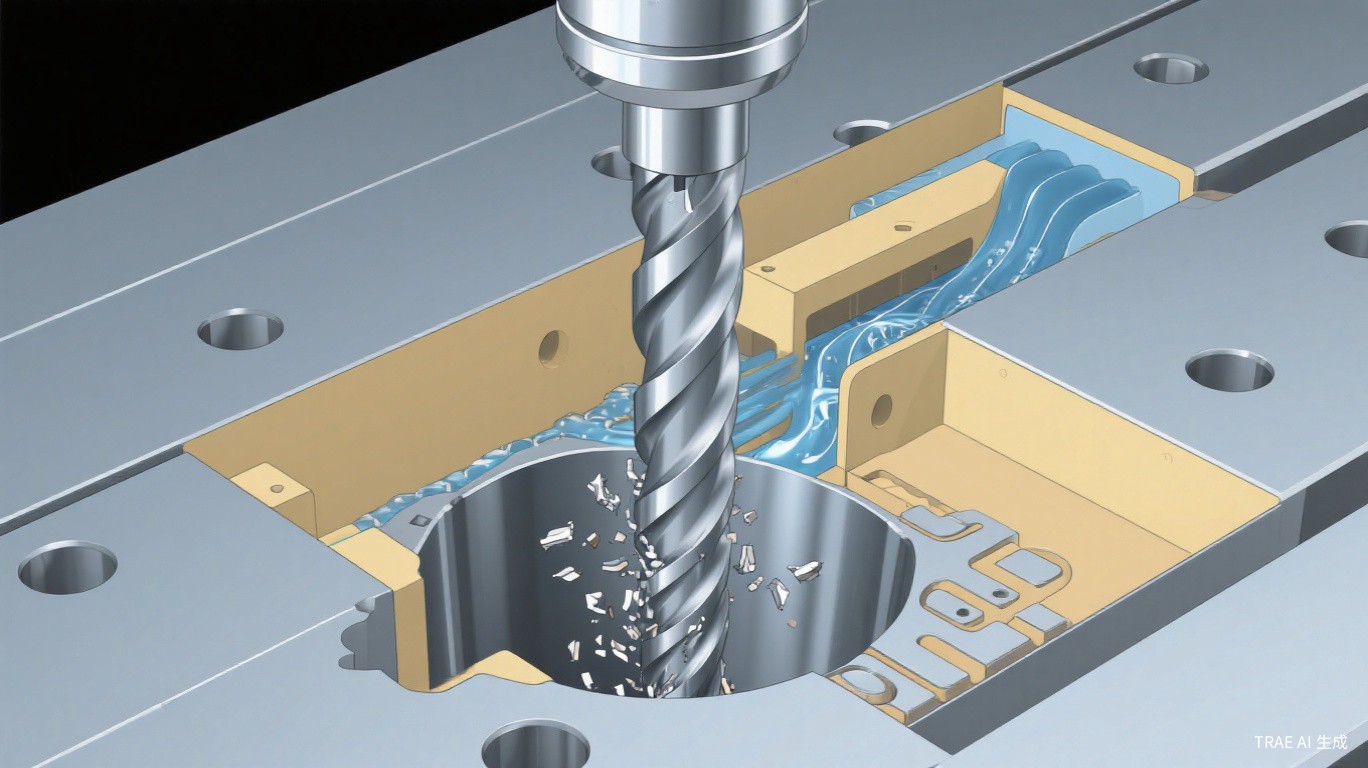
枪钻最初是为枪管制造而开发的钻孔技术,其核心特点是采用单刃切削和外排屑方式。枪钻由钻头、钻杆和钻柄三部分组成。钻头部分采用硬质合金制造,具有一个主切削刃和一个导向垫(导向条),钻头内部有冷却液通道。钻杆为高强度无缝钢管,外径略小于钻头直径,内部通孔用于输送高压冷却液。工作时,高压冷却液(通常为50-150bar的切削油)从钻杆内部通道进入,流经钻头前端的V形槽到达切削区,冷却润滑切削刃后,带着切屑沿着钻杆外表面与孔壁之间的V形排屑槽排出。枪钻的导向垫在切削过程中始终与孔壁接触,起到自导向作用,保证孔的直线度。枪钻加工的孔径精度可达IT8-IT9级,表面粗糙度Ra0.4-1.6微米,直线度误差可控制在0.05-0.1mm/m以内。
| 参数项目 | 枪钻(Gun Drill) | BTA单管钻 | BTA喷吸钻 |
|---|---|---|---|
| 适用孔径范围 | 2-30mm | 18-120mm | 18-65mm |
| 长径比(L/D) | 最大300:1 | 最大150:1 | 最大100:1 |
| 排屑方式 | 外排屑(冷却液内进外排) | 内排屑(冷却液外进内排) | 内排屑(喷吸效应) |
| 冷却液压力 | 50-150bar | 30-80bar | 10-30bar |
| 冷却液流量 | 5-60L/min | 20-200L/min | 20-150L/min |
| 切削速度(m/min) | 60-120(钢) | 80-150(钢) | 80-150(钢) |
| 进给量(mm/r) | 0.005-0.03 | 0.05-0.25 | 0.05-0.20 |
二、BTA深孔钻削系统
2.1 BTA单管钻原理
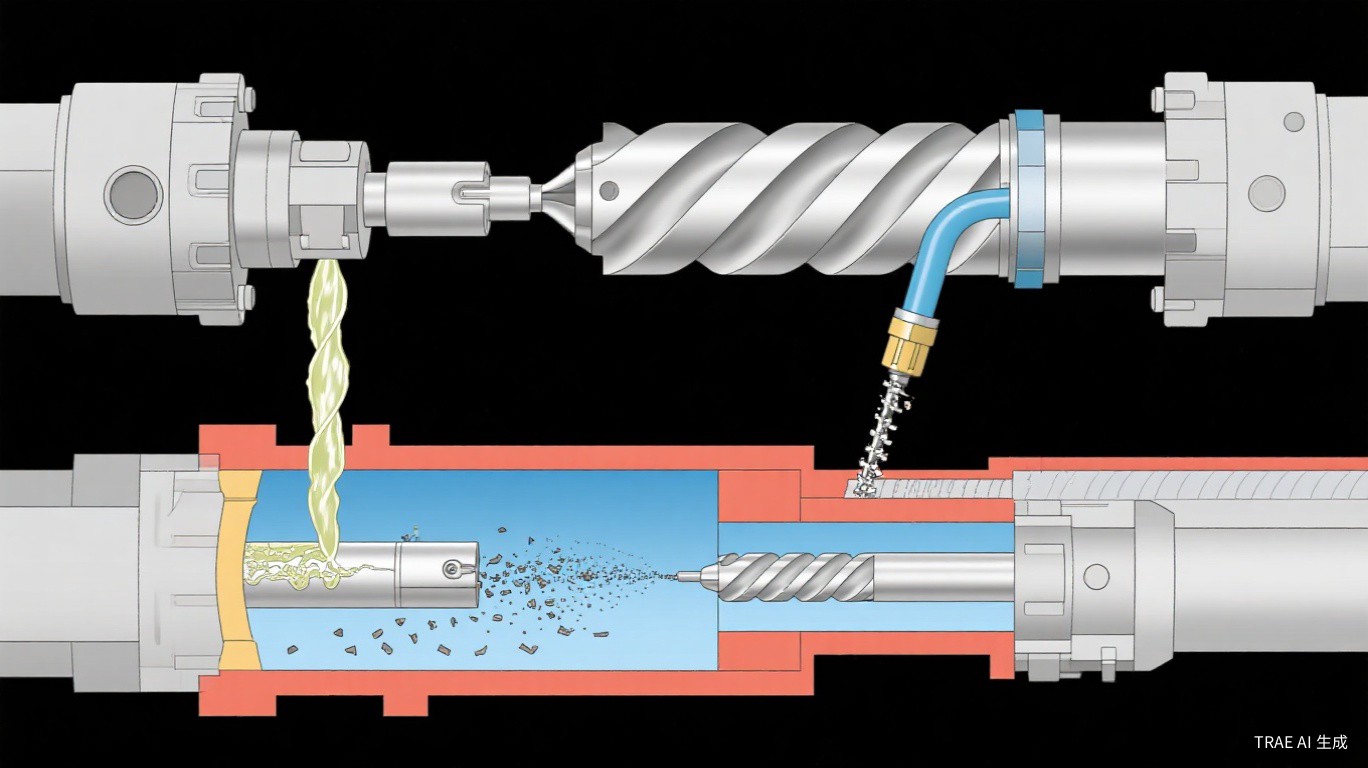
BTA(Boring and Trepanning Association)系统采用内排屑方式,与枪钻的排屑方向正好相反。BTA钻头为多刃结构(通常为2个或更多切削刃),钻头外部有导向条。钻杆为双壁结构,外管与孔壁之间形成环形通道用于输送冷却液,内管用于排出切屑。工作时,冷却液从钻杆外部与孔壁之间的环形间隙进入,到达切削区后带着切屑通过钻杆内孔排出。由于排屑通道截面积较大,BTA系统的排屑能力优于枪钻,适合较大直径的深孔加工。BTA钻头的切削刃对称分布,径向切削力互相抵消,钻头在孔内的稳定性好,加工精度和直线度优于枪钻。
2.2 BTA喷吸钻原理
BTA喷吸钻(Ejector Drill)是BTA系统的改进型,其核心创新在于钻杆内管的前端设有喷吸装置(喷射器)。冷却液分为两路:约60%-70%的冷却液从钻杆外部进入切削区,约30%-40%的冷却液从内管后端反向喷射,在内管前端形成负压区(文丘里效应),产生强大的抽吸力将切屑从切削区吸出。喷吸钻的冷却液压力要求较低(10-30bar),降低了对冷却系统的要求,同时排屑效果优于普通BTA单管钻。喷吸钻特别适合中等直径(18-65mm)的深孔加工,在通用机床和加工中心上也能应用。
三、切削参数选择与工艺要点
深孔钻削的切削参数选择需要综合考虑孔径、材料、孔深和精度要求。对于枪钻加工碳钢,切削速度通常取60-100m/min,进给量根据孔径确定:直径5mm以下取0.005-0.01mm/r,直径5-15mm取0.01-0.02mm/r,直径15-30mm取0.015-0.03mm/r。对于BTA钻加工碳钢,切削速度取80-120m/min,进给量取0.08-0.20mm/r。切削液的选择至关重要,深孔钻削必须使用专用的深孔切削油(粘度20-40cSt),不能使用乳化液或水基切削液,因为油基切削液具有良好的润滑性和排屑携带能力。切削液的过滤精度要求达到10-20微米,以防止微小颗粒堵塞排屑通道或划伤孔壁。
提示:深孔钻削加工中,切削液的清洁度和流量是决定加工成败的关键因素。建议配备专用的切削液过滤系统(如纸带过滤机或离心分离机),并定期检测切削液的粘度和清洁度指标。
四、常见问题与解决方案
- 孔轴线偏斜:检查导向套与钻头的同轴度(应控制在0.01mm以内),确认工件端面与钻头轴线的垂直度,适当降低进给量
- 排屑不畅:提高冷却液压力和流量,检查切削液粘度是否合适,降低进给量使切屑变薄变碎
- 孔壁表面划伤:检查导向条是否磨损或脱落,确认切削液过滤精度,降低切削速度
- 钻头断裂:检查是否存在硬点或材料偏析,降低进给量,确保钻头进入工件时有可靠的导向套支撑
- 孔径超差:检查钻头外径磨损量(枪钻允许磨损量约0.02-0.05mm),确认切削参数是否合理
五、实操案例:液压缸体深孔加工
某液压缸体内孔直径50mm,有效深度800mm,长径比16:1,材料为45钢正火状态,孔径精度要求H8(+0.046/0),表面粗糙度Ra小于等于1.6微米,直线度误差小于等于0.05mm。选用BTA单管钻系统,钻头直径50mm(带2个硬质合金切削刃和2个导向条),钻杆外径48mm,内径36mm。切削参数:切削速度vc=100m/min(主轴转速n约等于637r/min),进给量f=0.12mm/r(进给速度Vf=76mm/min),切削液为32号深孔切削油,压力50bar,流量80L/min。加工时间约10.5分钟/孔。加工后实测孔径50.02-50.04mm,表面粗糙度Ra0.8-1.2微米,直线度误差0.03mm,满足图纸要求。
六、总结与建议
深孔钻削是一项高度专业化的加工技术,需要专用的刀具、设备和切削液系统。枪钻和BTA系统各有其适用范围和优势,选型时应根据孔径、孔深、精度要求和现有设备条件综合考虑。建议企业在引入深孔钻削技术时,重视切削液系统的配置和维护,配备高精度过滤设备和恒温控制装置。操作人员应接受专业培训,掌握刀具安装、导向套调整和切削参数设置等关键技能。对于批量生产的深孔零件,建议建立刀具寿命管理档案,根据加工孔数或累计切削长度及时更换刀具,确保加工质量的一致性。