拉削加工工艺与拉刀设计:高效精密内孔与外廓成形技术
拉削是一种高效率、高精度的金属切削工艺,利用多齿刀具(拉刀)沿直线方向运动,依次切除工件上各层金属,在一次行程中完成复杂形状表面的加工。拉削加工的生产效率极高,通常比铣削和插削高5-10倍,加工精度可达IT7-IT9级,表面粗糙度Ra0.4-3.2微米。拉削广泛应用于键槽加工、花键孔加工、内齿轮加工、涡轮盘榫槽加工和复杂外廓成形等领域。拉刀的设计和制造是拉削技术的核心,一把拉刀通常包含粗切齿、半精切齿和精切齿,各齿的升程(齿升量)逐渐减小,最终由校准齿保证工件的尺寸精度和表面质量。本文将系统讲解拉削加工的工艺原理、拉刀设计方法和典型应用案例。
一、拉削工艺原理与分类
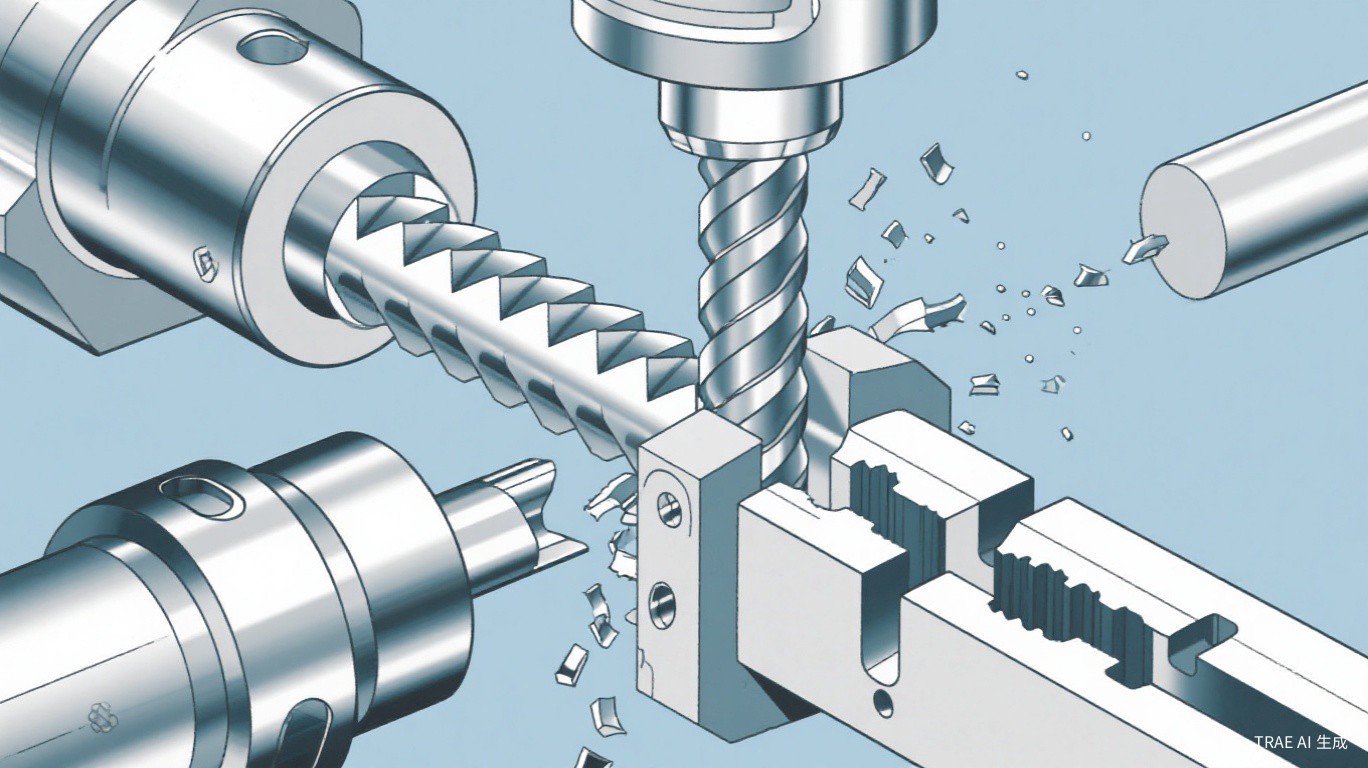
拉削加工的基本原理是拉刀在拉床的驱动下沿直线方向运动,拉刀上的每个刀齿依次切除一层金属。拉削按运动方向分为拉削(拉刀受拉力,从工件中拉过)和推削(拉刀受推力,推过工件)。拉削按加工表面分为内拉削(加工内孔、键槽、花键孔等)和外拉削(加工平面、曲面、齿形等)。拉床按驱动方式分为液压拉床(最常用,拉力范围50-1000kN)和机械拉床(曲柄连杆驱动,适合短行程拉削)。拉削的切削速度通常较低(3-15m/min),但由于同时参与切削的齿数多(3-15个),且每个齿的切削厚度小而均匀,因此材料去除率高,切削过程平稳。
| 拉削类型 | 加工对象 | 拉床类型 | 典型拉力(kN) | 加工精度 |
|---|---|---|---|---|
| 内孔拉削 | 圆孔、方孔、六角孔 | 卧式液压拉床 | 100-500 | IT7-IT9 |
| 键槽拉削 | 矩形键槽、渐开线花键 | 卧式或立式拉床 | 50-300 | IT7-IT9 |
| 平面拉削 | 平面、台阶面、V形面 | 立式拉床 | 100-500 | IT8-IT10 |
| 榫槽拉削 | 涡轮盘枞树形榫槽 | 高速拉床(专用) | 200-1000 | IT6-IT8 |
| 齿形拉削 | 内齿轮、链轮齿形 | 卧式液压拉床 | 100-400 | IT7-IT9 |
二、拉刀结构与设计要点
2.1 拉刀的基本结构
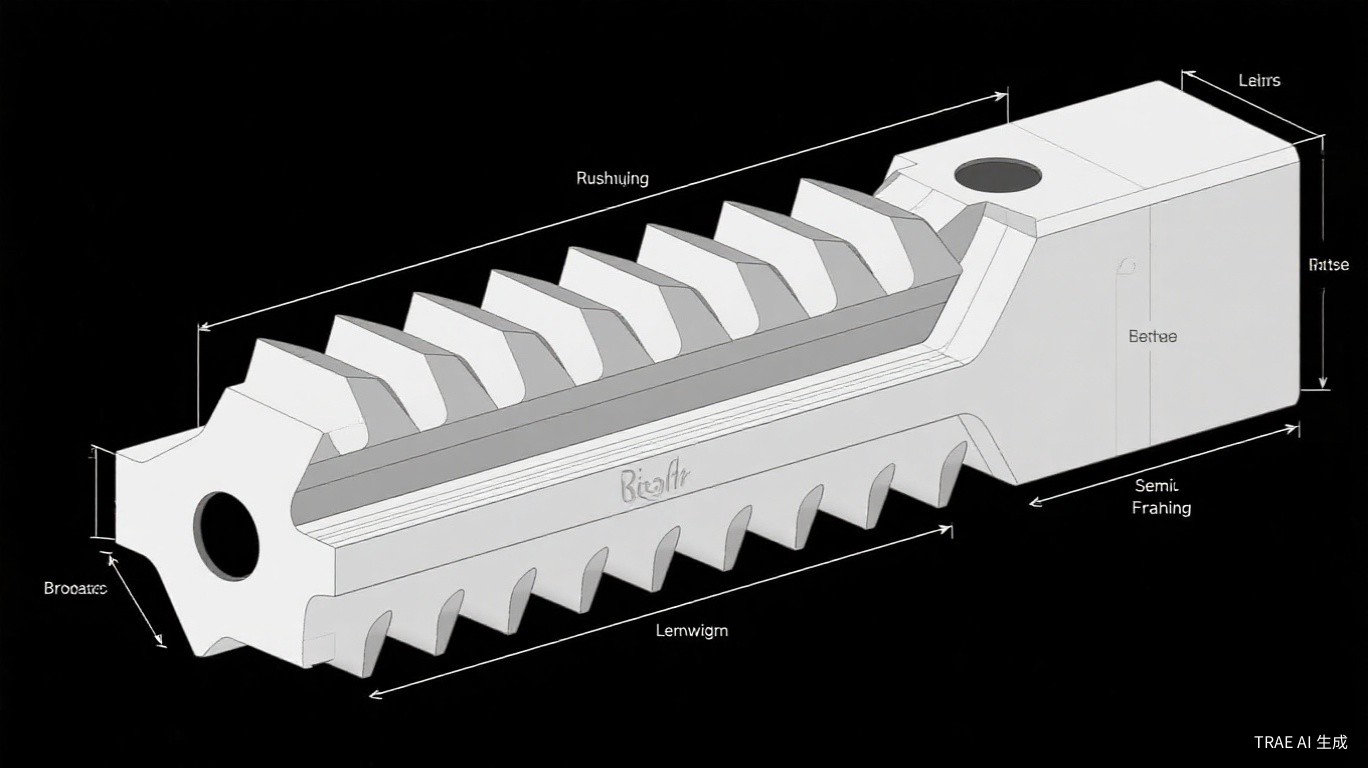
拉刀由多个功能部分组成:柄部(与拉床夹头连接)、颈部(过渡部分)、前导部(引导拉刀进入工件预制孔)、切削部(包含粗切齿、半精切齿和精切齿)、校准部(精整齿,保证尺寸精度)和后导部(拉刀退出时的导向)。切削部是拉刀的核心,每个刀齿具有齿升量(相邻两齿的高度差或半径差),粗切齿的齿升量最大(通常0.05-0.15mm),半精切齿次之(0.02-0.05mm),精切齿最小(0.005-0.02mm)。校准齿没有齿升量,仅起修光和校准作用,通常有4-8个校准齿。拉刀的齿距(相邻两齿的轴向距离)决定了同时工作的齿数,齿距过大导致同时工作齿数少、切削不平稳;齿距过小导致容屑空间不足、排屑困难。齿距的计算公式为t=(1.25-1.5)乘以根号L,其中L为拉削长度。
2.2 齿升量与容屑槽设计
齿升量是拉刀设计中最关键的参数之一,直接影响拉削效率、表面质量和拉刀寿命。齿升量的选择取决于工件材料、拉刀类型和加工精度要求。对于碳钢内孔拉削,粗切齿齿升量通常取0.05-0.12mm,精切齿取0.01-0.03mm。容屑槽的形状和尺寸必须保证切屑能够自由卷曲和容纳,避免切屑堵塞或划伤已加工表面。容屑槽的深度应大于切屑的最大厚度,通常取齿升量的3-5倍。容屑槽的形状有直线齿背、曲线齿背和双圆弧齿背三种,曲线齿背的排屑性能最好,适用于大切屑量的粗拉削。
三、切削参数与工艺控制
拉削的切削参数相对简单,主要包括切削速度和冷却润滑方式。切削速度的选择取决于工件材料和拉刀材料:高速钢拉刀加工碳钢取3-8m/min,加工铸铁取5-12m/min,加工铝合金取10-20m/min;硬质合金拉刀的切削速度可比高速钢提高50%-100%。拉削必须使用充足的切削液进行冷却和润滑,内拉削通常采用强制循环供油方式,切削液从拉刀的前导部注入,沿容屑槽流过切削区后从工件另一端排出。切削液的选择:碳钢拉削使用乳化液或极压切削油,铝合金拉削使用煤油或专用切削油,不锈钢拉削使用含氯极压切削油。
提示:拉削前工件的预制孔必须经过铰削或精镗加工,孔径精度和位置精度直接影响拉削后的最终精度。预制孔与拉刀前导部的配合间隙应控制在0.01-0.03mm以内,以保证拉刀的正确导向。
四、常见问题与解决方案
- 拉削表面出现环状波纹:减小齿升量,增加同时工作齿数(增大拉削长度或减小齿距),检查拉床滑块的运动平稳性
- 拉刀崩齿:减小齿升量,检查工件材料是否有硬点或夹杂物,确认拉刀热处理硬度是否合适(HRC63-67)
- 工件孔径超差:检查校准齿的磨损量,确认拉刀前导部与预制孔的配合间隙,检查拉床拉力是否足够
- 拉削振动:检查拉刀与拉床夹头的连接刚性,确认工件装夹是否牢固,适当降低切削速度
- 排屑不畅:增大容屑槽尺寸,改善切削液流量和压力,减小齿升量使切屑变薄
五、实操案例:渐开线花键孔拉削
某传动轴花键孔参数:渐开线花键,模数m=2,齿数z=24,压力角30度,孔径公差H7,花键大径50H7(+0.025/0),小径44H7(+0.025/0)。工件材料为40Cr调质钢(HRC28-32),花键有效长度35mm。使用高速钢渐开线花键拉刀,拉刀外径50.015mm(含校准齿),总长850mm,切削齿数32个,校准齿数6个。粗切齿齿升量0.08mm,半精切齿齿升量0.03mm,精切齿齿升量0.01mm。切削速度vc=5m/min,切削液为20号机械油加10%氯化石蜡极压添加剂。拉床拉力200kN。加工后花键大径50.008-50.020mm,小径44.010-44.022mm,齿面粗糙度Ra0.6-1.0微米,齿距累积误差0.015mm,满足图纸要求。拉刀寿命约500-800件/修磨,每次修磨可恢复切削齿的齿升量。
六、总结与建议
拉削加工以其高效率和高精度的特点,在批量生产中具有不可替代的优势。拉刀的设计和制造质量直接决定了拉削加工的效果,建议企业选择有经验的拉刀制造商进行定制设计,并提供详细的工件材料、热处理状态和精度要求等信息。拉刀的使用和维护同样重要,使用后应及时清洗并涂抹防锈油,存放在专用的刀具架上避免弯曲变形。定期检查拉刀的磨损量,当校准齿尺寸接近下偏差时应及时修磨或更换,避免产生不合格品。