激光切割工艺参数设定与优化
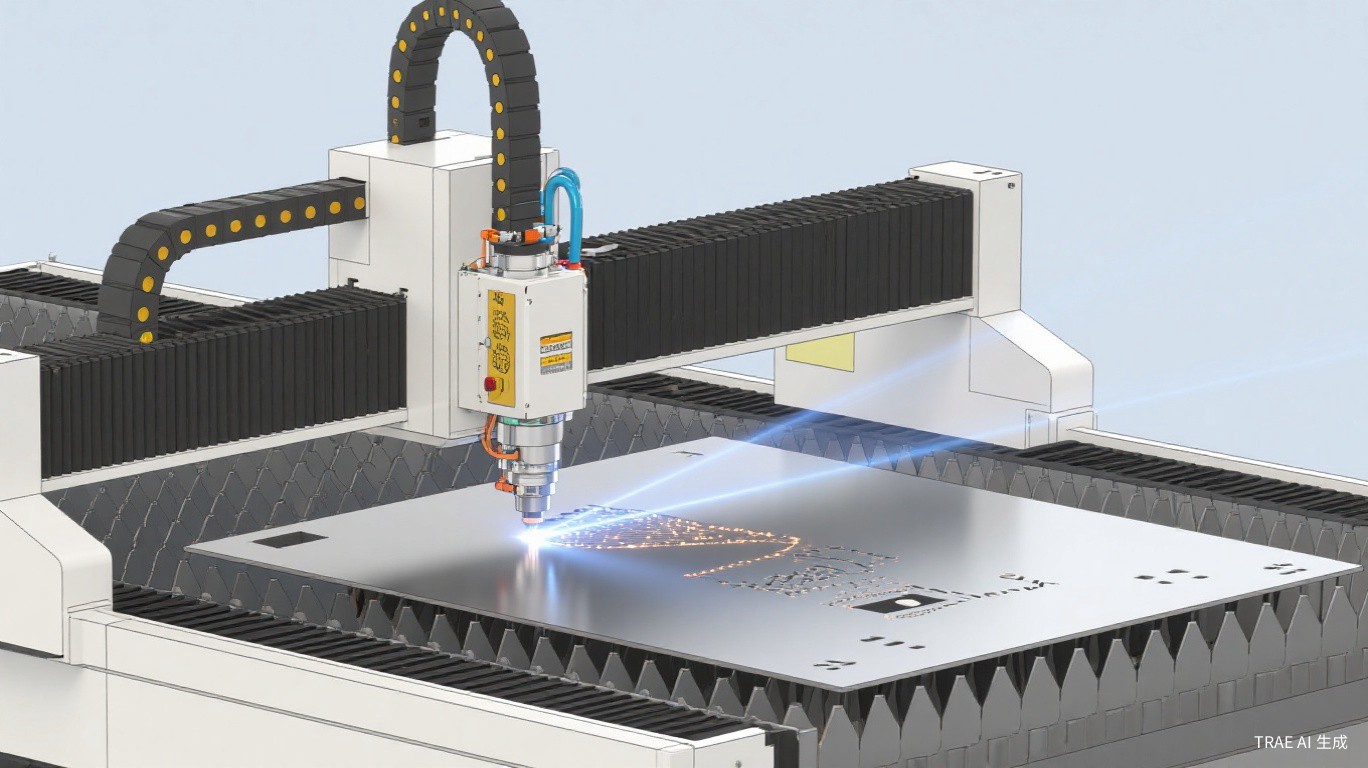
激光切割是利用高能量密度的激光束照射工件表面,使材料局部熔化、气化或达到燃点,同时借助高压气体将熔融材料吹走,从而实现材料分离的一种加工方法。激光切割具有切割速度快、精度高、切口质量好、热影响区小、材料适应性广等优点,已成为钣金加工的主流技术。激光切割的质量主要取决于激光功率、切割速度、焦点位置、辅助气体类型和压力等工艺参数的合理设定。不同材料(碳钢、不锈钢、铝合金等)和不同板厚需要不同的参数组合,掌握参数优化方法是获得高质量切割效果的关键。
一、激光切割原理与分类
激光切割按机理分为四种:熔化切割(材料熔化后被气体吹走,适用于大部分金属)、汽化切割(材料直接汽化,适用于非金属和薄金属)、氧化切割(利用氧气助燃产生放热反应加速切割,适用于碳钢)和控制断裂切割(利用激光加热产生的热应力使脆性材料断裂,适用于陶瓷和玻璃)。按激光器类型分为CO2激光切割(波长10.6微米,功率1~10kW,适合非金属和中厚板金属切割)和光纤激光切割(波长1.06微米,功率0.5~30kW,适合金属薄板和中板高速切割)。光纤激光因其电光转换效率高(30%~40%,CO2激光仅10%~15%)、光束质量好、维护成本低,已成为金属切割的主流选择。
| 激光器类型 | 波长 | 功率范围 | 电光效率 | 适合材料 | 切割板厚 |
|---|---|---|---|---|---|
| CO2激光 | 10.6微米 | 1~10kW | 10%~15% | 碳钢、不锈钢、非金属 | 0.5~25mm |
| 光纤激光 | 1.06微米 | 0.5~30kW | 30%~40% | 碳钢、不锈钢、铝合金 | 0.5~30mm |
| 固体激光(YAG) | 1.06微米 | 0.1~4kW | 3%~10% | 精密薄板、微加工 | 0.1~6mm |
二、核心工艺参数
2.1 激光功率与切割速度
激光功率和切割速度是决定切割质量的最重要参数。功率越高,可切割的板厚越大,切割速度也越快。但功率过高会导致切口粗糙、热影响区增大。切割速度与功率应匹配:速度太快会导致切不透(未切穿),速度太慢会导致切口过宽、热影响区增大、挂渣增多。对于碳钢的氧气切割,功率和速度的经验关系为:P(W)约等于10000xt(mm)xv(m/min),其中t为板厚,v为切割速度。例如6mm碳钢,使用3000W光纤激光,切割速度约1.5~2.0m/min。
2.2 焦点位置
焦点位置(焦点相对于工件表面的距离)对切口质量影响很大。焦点在工件表面以上时称为正焦距,焦点在工件表面以下时称为负焦距。切割薄板(小于等于3mm)时,焦点通常设在工件表面或略低于表面(-1~0mm),以获得较窄的切口。切割中厚板(6~20mm)时,焦点设在板厚方向的中间偏下位置(约板厚的1/3~1/2处),以获得较好的切口质量和穿透深度。焦点位置偏差超过正负0.5mm就会明显影响切割质量。
2.3 辅助气体
辅助气体的作用是吹走熔融材料、保护聚焦透镜、冷却切割区和参与化学反应。常用的辅助气体有三种:氧气(O2)用于碳钢切割,氧气与铁发生放热反应,提供约50%的额外热量,可提高切割速度30%~50%,但切口边缘会产生氧化层;氮气(N2)用于不锈钢和铝合金切割,属于惰性气体,不参与化学反应,切口边缘无氧化,表面质量好,但切割速度比氧气慢20%~30%;空气用于薄板切割,成本低,但切口质量介于氧气和氮气之间。
三、不同材料的切割参数
3.1 碳钢切割参数
碳钢使用氧气作为辅助气体,切割参数范围:1mm板厚,功率1000W,速度5~8m/min,氧气压力0.3~0.5MPa;3mm板厚,功率2000W,速度2.5~4m/min,氧气压力0.4~0.6MPa;6mm板厚,功率3000W,速度1.5~2.5m/min,氧气压力0.5~0.8MPa;10mm板厚,功率4000W,速度0.8~1.5m/min,氧气压力0.6~1.0MPa;20mm板厚,功率6000~8000W,速度0.3~0.6m/min,氧气压力0.8~1.2MPa。
3.2 不锈钢切割参数
不锈钢使用氮气作为辅助气体,切割参数范围:1mm板厚,功率1000W,速度4~6m/min,氮气压力0.5~0.8MPa;3mm板厚,功率2000W,速度1.5~2.5m/min,氮气压力0.8~1.2MPa;6mm板厚,功率4000W,速度0.8~1.5m/min,氮气压力1.0~1.5MPa;10mm板厚,功率6000W,速度0.4~0.8m/min,氮气压力1.2~1.8MPa。
四、切割质量评价与问题排查

提示:激光切割质量的主要评价指标包括:切口宽度(通常为0.1~0.5mm)、切口粗糙度(Ra6.3~25微米)、挂渣高度(应小于0.1mm)和热影响区宽度(应小于0.5mm)。
- 切不透:检查激光功率是否足够,切割速度是否过快,焦点位置是否正确,辅助气体压力是否达标,镜片是否污染。逐步降低切割速度或提高功率进行排查。
- 挂渣严重:通常因辅助气体压力不足或切割速度过慢导致。提高气体压力、适当加快切割速度、调整焦点位置可以有效减少挂渣。
- 切口粗糙:检查切割速度是否匹配功率,焦点位置是否偏移,脉冲频率和占空比是否合适。适当调整参数使切割过程更加稳定。
- 热影响区过大:降低激光功率、加快切割速度、使用脉冲模式切割可以有效减小热影响区。对于热敏感材料,应优先考虑采用脉冲切割方式。
- 焦点漂移:长时间加工后,聚焦镜片因温度变化产生热透镜效应,导致焦点位置漂移。应定期检查焦点位置,必要时使用水冷镜座或自动焦点补偿功能。
五、实操案例
某钣金加工厂使用6000W光纤激光切割机(IPG光源)加工6mm碳钢板和3mm不锈钢板。碳钢切割参数:功率6000W,氧气压力0.7MPa,焦点位置-2mm(板厚中间偏下),切割速度2.2m/min,切口宽度0.3mm,切口粗糙度Ra12.5微米,挂渣高度小于0.05mm,热影响区宽度0.3mm。不锈钢切割参数:功率6000W,氮气压力1.2MPa,焦点位置-1mm,切割速度2.8m/min,切口宽度0.25mm,切口粗糙度Ra6.3微米,切口边缘无氧化,表面质量优良。加工效率比传统CO2激光提高约40%,气体消耗量降低约30%。
六、总结与建议
激光切割工艺参数的优化是一个系统性的工作,需要根据材料种类、板厚和切割质量要求进行综合调整。功率、速度、焦点位置和气体压力四个参数相互关联,调整一个参数往往需要相应调整其他参数。建议企业建立不同材料和板厚的标准参数库,并通过试切验证不断优化。定期维护激光器和光学系统,保持镜片清洁和光路稳定,是保证切割质量的基础。对于高反光材料(如铜、铝)的切割,应特别注意安全防护和参数选择。