数控机床主轴结构与精度维护
主轴是数控机床最核心的部件之一,直接决定机床的加工精度、表面质量和切削效率。数控机床主轴不仅要提供足够的旋转动力和转速范围,还要保证极高的旋转精度和动态刚度。现代数控机床主轴转速范围通常为50~20000r/min,高端机型可达40000~60000r/min甚至更高。主轴的径向跳动和轴向窜动通常要求控制在0.002~0.005mm以内。主轴系统由主轴电机、传动机构、主轴轴承、主轴箱体、冷却系统和检测装置等组成。了解主轴的结构特点、精度指标和维护方法,对于保持机床的加工精度和延长使用寿命至关重要。
一、主轴传动方式
数控机床主轴传动方式主要有四种:皮带传动、齿轮传动、直接驱动(电主轴)和直线电机驱动。皮带传动结构简单、噪声低,通过多楔带将主轴电机动力传递给主轴,可实现1:1或2:1~4:1的减速传动,最高转速可达15000r/min。齿轮传动通过变速齿轮箱实现多档变速,可提供低速大扭矩输出,适合重切削场合,但齿轮间隙和振动对精度有一定影响。电主轴(Built-in Motor Spindle)将电机转子与主轴集成一体,无传动链,转速可达60000r/min以上,振动小、精度高,广泛应用于高速加工中心和高速铣床。
| 传动方式 | 最高转速 | 扭矩特性 | 精度 | 适用场景 |
|---|---|---|---|---|
| 皮带传动 | 15000r/min | 中等 | 较高 | 通用加工中心 |
| 齿轮传动 | 8000r/min | 大(低速段) | 中等 | 重切削加工 |
| 电主轴 | 60000r/min | 高速段较小 | 最高 | 高速精密加工 |
| 直接驱动 | 10000r/min | 大 | 高 | 车床、磨床 |
二、主轴轴承结构与选型
2.1 主轴轴承类型
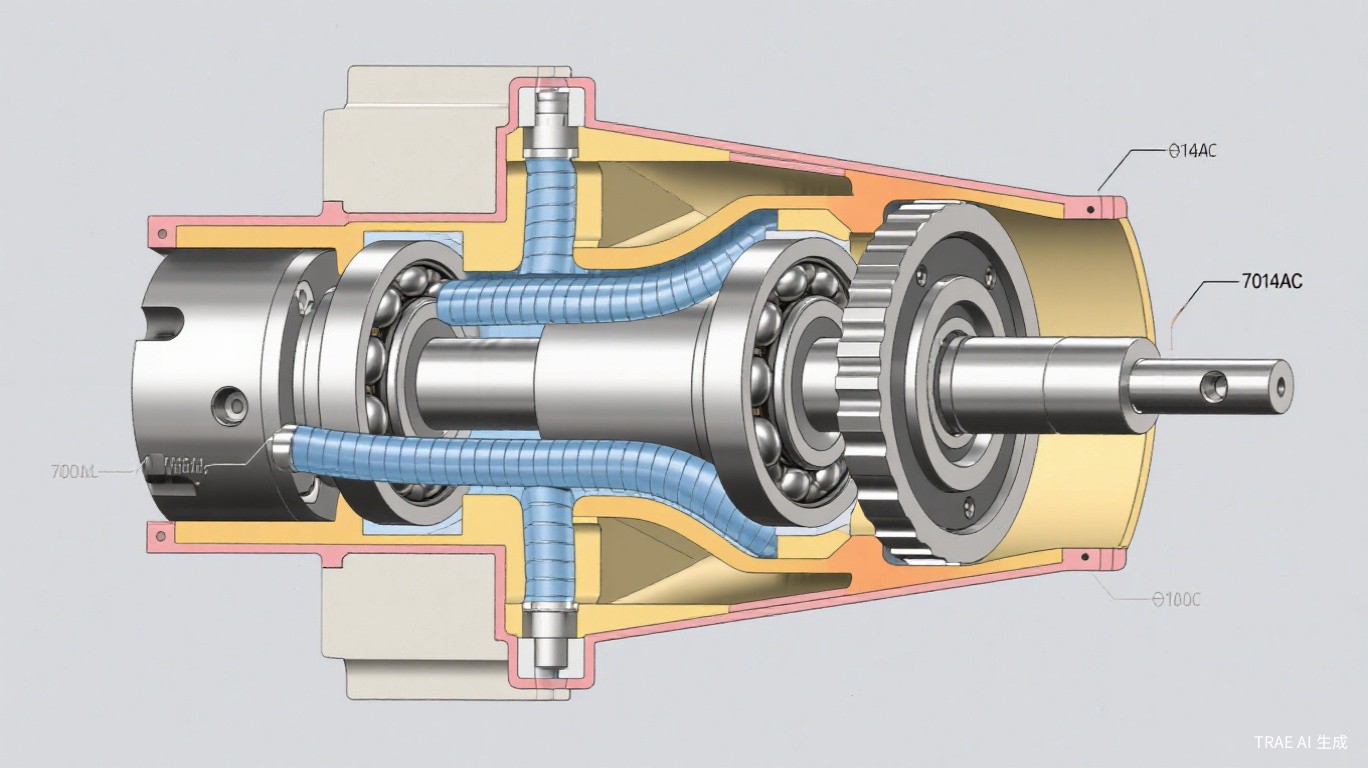
数控机床主轴轴承主要采用角接触球轴承(Angular Contact Ball Bearing)和圆柱滚子轴承。角接触球轴承能同时承受径向和轴向载荷,通过调整预紧力可获得高刚度和高旋转精度,是最常用的主轴轴承类型。常见型号为70系列和72系列(如7014AC、7210AC),接触角有15度、25度和30度三种。15度接触角适合高速低载荷场合,25度接触角兼顾速度和载荷,30度接触角适合高刚度要求的场合。高精度主轴通常采用前后两对或三对角接触球轴承的配置方式,如DBB(背对背-背对背)、DBD(背对背-面对面)或DBB-DD组合。
2.2 轴承精度等级
主轴轴承精度等级按ISO标准分为P0、P6、P5、P4、P2五个等级。数控机床主轴通常选用P4或P2级(即ABEC-7或ABEC-9)高精度轴承。P4级轴承内圈径向跳动小于等于3微米,外圈径向跳动小于等于5微米;P2级轴承内圈径向跳动小于等于2微米,外圈径向跳动小于等于3微米。轴承的尺寸精度和旋转精度直接决定主轴的回转精度,因此选用高精度轴承是保证主轴性能的基础。
三、主轴精度指标与检测
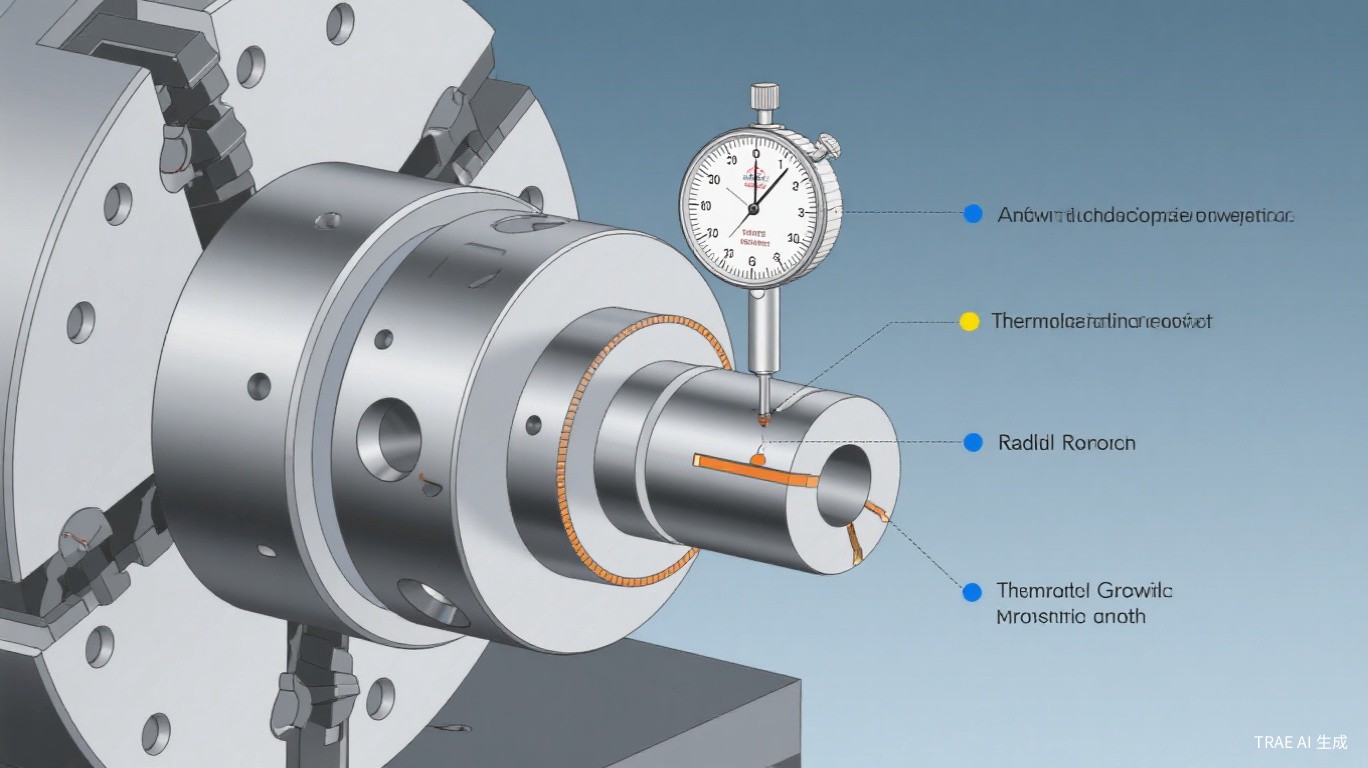
主轴精度的主要评价指标包括:径向跳动(Radial Runout)、轴向窜动(Axial Runout)、主轴拉力(Draw Bar Force)和热伸长量。径向跳动检测使用千分表(分辨率0.001mm),将磁力座固定在工作台上,表针接触主轴外圆或检验芯棒,手动旋转主轴一周,读取最大偏差值。前端径向跳动应小于等于0.003mm,距前端300mm处应小于等于0.008mm。轴向窜动检测将表针垂直抵住主轴端面,旋转主轴读取偏差,应小于等于0.003mm。
四、主轴维护与保养
提示:主轴轴承的寿命与润滑条件密切相关。油脂润滑主轴每运转2000~3000小时需补充润滑脂,油气润滑主轴需定期检查供油量和压缩空气压力。
- 润滑管理:主轴轴承润滑方式有脂润滑、油雾润滑和油气润滑三种。脂润滑最简单,适用于中低速主轴(小于等于12000r/min),使用SKF LGMT2或Kluber Isoflex NBU15等高速主轴专用润滑脂,填充量为主轴内部自由空间的15%~20%,过多会导致温升过高。油气润滑适用于高速主轴,将微量润滑油(每小时几毫升)与压缩空气混合形成油气两相流,精确输送到轴承润滑点。
- 温度监控:主轴运行温度通常应控制在40度C以下(室温+20度C以内)。当主轴温度异常升高时,应立即停机检查。常见原因包括:轴承预紧力过大、润滑不良、冷却系统故障或轴承已损坏。建议安装主轴温度监控系统,设定报警温度为45度C,停机温度为50度C。
- 冷却系统:主轴冷却通常采用水冷循环系统,冷却液流量不低于3L/min,进水温度控制在20~25度C。定期检查冷却水箱水位、水质和过滤器,每半年更换一次冷却液。对于电主轴,定子绕组和轴承都需要冷却,冷却回路设计更为复杂。
- 振动监测:定期使用振动分析仪检测主轴振动值。正常主轴振动速度有效值(RMS)应低于1.0mm/s。当振动值超过2.0mm/s时,应引起重视并查找原因。振动频谱分析可以帮助判断是轴承故障(特征频率)、不平衡(1倍转速频率)还是其他问题。
五、实操案例
某企业一台DMG MORI DMU50五轴加工中心在加工模具型腔时出现表面振纹,经检测主轴前端径向跳动为0.008mm(标准值小于等于0.003mm)。拆检发现前轴承(7014AC P4)外圈滚道出现疲劳剥落,内圈滚道也有轻微磨损。更换前后轴承组(前轴承7014AC/P4 DBB配置,后轴承7012AC/P4 DB配置),调整预紧力至规定值(前端预紧力约800N,后端约500N),装配后检测径向跳动恢复至0.002mm。同时更换了主轴冷却液和润滑脂,调整了主轴动平衡。修复后加工模具表面粗糙度从Ra3.2微米提升至Ra0.8微米,振纹完全消除。
六、总结与建议
主轴是数控机床的核心部件,其精度和可靠性直接决定加工质量。日常使用中应建立完善的主轴维护制度,包括每日温度检查、定期精度检测、润滑管理和振动监测。主轴轴承的寿命一般为8000~15000运转小时,到达寿命期后应安排预防性更换,避免轴承突然损坏导致主轴其他部件损伤。对于高精度加工场合,建议每半年进行一次主轴精度校验,每年进行一次全面保养。选用优质轴承和正确润滑是延长主轴寿命的关键因素。