数控机床电气控制系统原理
数控机床电气控制系统是数控机床的核心组成部分,负责接收数控指令、驱动各轴运动、控制辅助功能和保障机床安全运行。电气控制系统的性能直接影响数控机床的加工精度、响应速度和可靠性。现代数控机床电气控制系统采用分层架构设计,包括CNC控制器层、伺服驱动层、I/O控制层和执行机构层,各层之间通过总线或专用接口进行数据通信。本文将详细介绍数控机床电气控制系统的组成结构、伺服驱动系统、PLC控制模块、通信总线、安全保护系统和典型故障分析。
一、电气控制系统总体架构
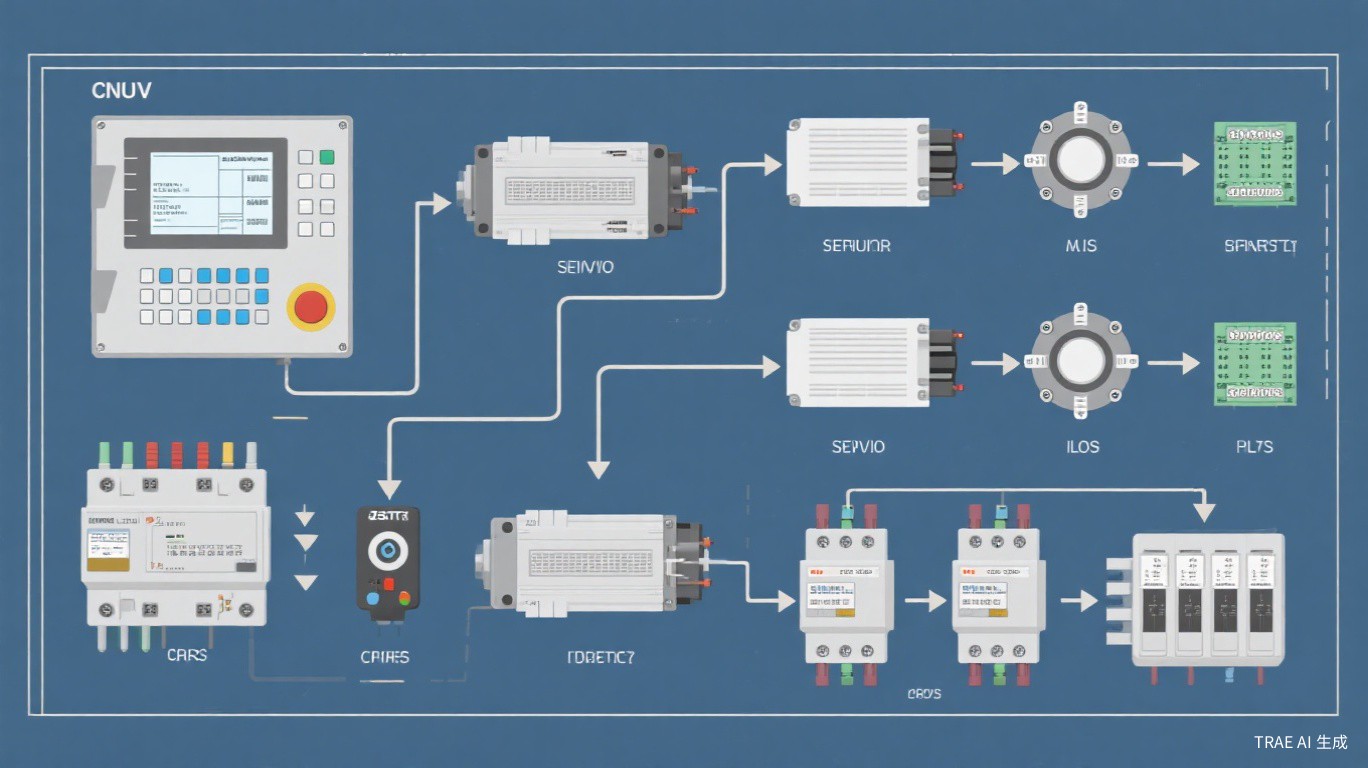
数控机床电气控制系统采用分层架构设计,由上至下分为四层:①CNC控制器层——负责数控程序的解析、插补运算、速度控制和位置控制,是整个系统的大脑;②伺服驱动层——接收CNC控制器的运动指令,驱动伺服电机实现精确的位置和速度控制;③I/O控制层——负责机床辅助功能(冷却液、润滑、换刀、门锁等)的逻辑控制和信号采集;④执行机构层——包括伺服电机、主轴电机、电磁阀、继电器、传感器等执行元件。
| 系统层级 | 主要功能 | 核心组件 | 通信方式 |
|---|---|---|---|
| CNC控制器层 | 程序解析、插补运算、位置控制 | CNC主板、CPU、存储器 | 内部总线 |
| 伺服驱动层 | 电机驱动、速度/位置闭环控制 | 伺服驱动器、伺服电机、编码器 | 脉冲/模拟量/总线 |
| I/O控制层 | 辅助功能逻辑控制 | PLC模块、I/O模块 | 内部I/O总线 |
| 执行机构层 | 机械运动和辅助动作执行 | 电机、电磁阀、传感器 | 电气信号 |
二、伺服驱动系统
2.1 伺服驱动器工作原理
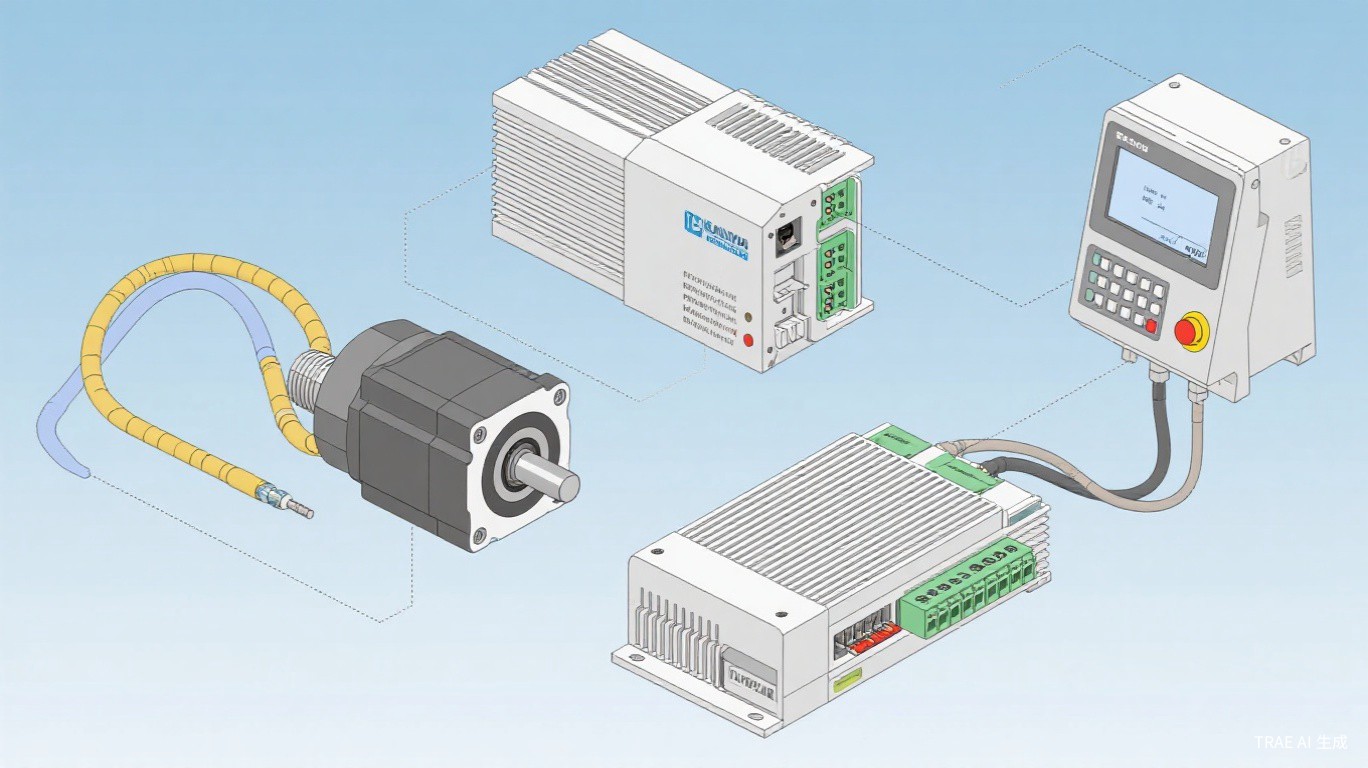
伺服驱动器是数控机床运动控制的核心执行单元,接收CNC控制器发出的位置指令(脉冲信号或总线指令),驱动伺服电机精确运动。现代伺服驱动器通常采用矢量控制(Field Oriented Control,FOC)算法,将电机的定子电流分解为励磁电流分量和转矩电流分量,分别进行独立控制,实现高精度的转矩和速度控制。伺服驱动器的控制环包括三个闭环:位置环(最外环,接收CNC的位置指令,与编码器反馈的位置信号比较,输出速度指令)、速度环(中间环,接收位置环输出的速度指令,与编码器反馈的速度信号比较,输出电流指令)和电流环(最内环,接收速度环输出的电流指令,与电流传感器反馈的电流信号比较,输出PWM信号驱动电机)。
2.2 伺服电机类型
数控机床常用的伺服电机主要有三种类型:①交流永磁同步电机(PMSM)——最常用的伺服电机类型,采用永磁体励磁,效率高、响应快、精度高,功率范围从几百瓦到几十千瓦;②交流感应电机(IM)——结构简单、成本低、维护方便,但精度和响应速度低于同步电机,主要用于主轴驱动;③直线电机——直接驱动直线运动,无需丝杠传动,响应速度极快,精度极高,但成本较高,主要用于超精密机床。伺服电机的编码器分辨率通常为2^17-2^23(131072-8388608脉冲/转),高分辨率编码器可以实现纳米级的定位精度。
三、PLC控制模块
PLC(可编程逻辑控制器)模块是数控机床电气控制系统的重要组成部分,负责机床辅助功能的逻辑控制。现代CNC系统通常内置PLC功能(称为内置PLC或PMC——可编程机床控制器),与CNC系统紧密集成。PLC的主要功能包括:①辅助功能(M代码)执行——如M03(主轴正转)、M08(冷却液开)、M06(换刀)等;②机床操作面板信号处理——按钮、旋钮、指示灯的信号采集和输出;③安全联锁逻辑——如防护门未关闭时禁止主轴启动、急停信号处理等;④刀具管理——刀库选刀、换刀逻辑控制;⑤润滑和冷却控制——定时润滑、温度控制等。
| PLC功能 | 输入信号 | 输出控制 | 典型响应时间 |
|---|---|---|---|
| M代码执行 | CNC指令 | 继电器、电磁阀 | 10-50ms |
| 操作面板 | 按钮、旋钮信号 | 指示灯、蜂鸣器 | 5-20ms |
| 安全联锁 | 门开关、限位开关 | 电机使能、报警 | 1-5ms |
| 换刀控制 | 刀位信号、刀库位置 | 刀库电机、换刀气缸 | 50-200ms |
| 润滑控制 | 定时器、液位开关 | 润滑泵电机 | 100-500ms |
四、通信总线系统
现代数控机床电气控制系统采用工业通信总线实现各组件之间的数据交换。常用的通信总线包括:①EtherCAT(以太网控制自动化技术)——高速实时以太网总线,通信周期可达100μs,支持多轴同步控制,广泛应用于高端数控机床;②PROFIBUS-DP——欧洲常用的现场总线,通信速率最高12Mbps,广泛用于西门子数控系统;③CC-Link——三菱电机开发的开放现场总线,通信速率最高10Mbps,广泛用于三菱数控系统;④FANUC FSSB——发那科专用的伺服总线,用于CNC控制器与伺服驱动器之间的高速通信;⑤POWERLINK——以太网POWERLINK开放总线,通信周期可达200μs。
五、安全保护系统
数控机床电气控制系统的安全保护系统包括:①急停保护——急停按钮(红色蘑菇头按钮)按下后,立即切断伺服驱动器和主轴驱动器的使能信号,所有运动轴停止运动,急停信号直接通过硬件电路实现,不经过软件处理,确保可靠性;②行程限位保护——各轴的正负方向极限位置安装行程开关(硬限位),当轴移动到极限位置时触发开关,立即停止该轴运动;③过载保护——伺服驱动器和主轴驱动器内置过载保护功能,当电流超过额定值时自动降低输出或停止;④温度保护——电机和驱动器内置温度传感器,当温度超过设定值时报警或停机;⑤电气隔离——强弱电隔离、信号隔离,防止干扰和触电。
提示:数控机床电气控制系统的维护和故障诊断需要专业的电气知识和经验。建议维护人员:①定期检查电气连接的紧固情况,防止松动导致接触不良;②定期清洁电气柜,防止灰尘积累导致绝缘下降;③定期检查冷却风扇运行情况,确保驱动器散热良好;④做好系统参数备份,防止参数丢失;⑤使用示波器和专用诊断工具进行故障分析。
六、总结与建议
- 伺服电机不转:检查驱动器使能信号是否正常,确认电机编码器连接良好,检查驱动器报警代码
- 系统通讯故障:检查RS232/以太网连接线是否正常,确认通讯参数设置一致(波特率、数据位、停止位),重启通讯模块
- 主轴定位不准确:检查主轴编码器是否正常,校准主轴定向角度参数,检查接近开关信号
- 机床轴运动异常抖动:检查伺服增益参数设置是否过高,确认机械传动无卡滞,检查编码器反馈信号质量
- I/O信号异常:检查继电器触点是否氧化,确认接线端子是否松动,用万用表测量信号电压是否在正常范围
数控机床电气控制系统是数控机床的核心技术之一,涉及电力电子、自动控制、通信技术和计算机技术等多个学科领域。了解电气控制系统的原理和结构,有助于操作人员更好地理解数控机床的工作方式,也有助于维护人员进行故障诊断和维修。建议技术人员:①系统学习数控机床电气原理图,理解各组件之间的连接关系;②掌握伺服驱动器的参数设定和调试方法;③熟悉PLC程序的编写和修改方法;④了解通信总线的配置和诊断技术;⑤建立电气系统维护档案,记录参数设置和维修历史。通过系统的学习和实践,可以全面掌握数控机床电气控制系统的原理和应用技术。