珩磨加工工艺与质量控制:精密孔加工的终极手段
珩磨(Honing)是一种精密的磨削加工方法,通过安装在珩磨头上的油石(磨条)对孔壁进行微量磨削,获得极高的尺寸精度、形状精度和表面质量。珩磨加工的孔径精度可达IT5-IT7级,圆度和圆柱度误差可控制在0.002-0.005mm以内,表面粗糙度Ra0.05-0.4微米,且表面具有独特的交叉网纹结构,有利于润滑油膜的保持。珩磨广泛应用于发动机气缸孔、液压缸孔、喷油器体孔、压缩机和泵的缸体孔等精密内孔的最终精加工。本文将全面讲解珩磨加工的工艺原理、油石选择、工艺参数设置和质量控制方法,帮助读者掌握这一精密加工技术的核心要点。
一、珩磨工艺原理与运动方式
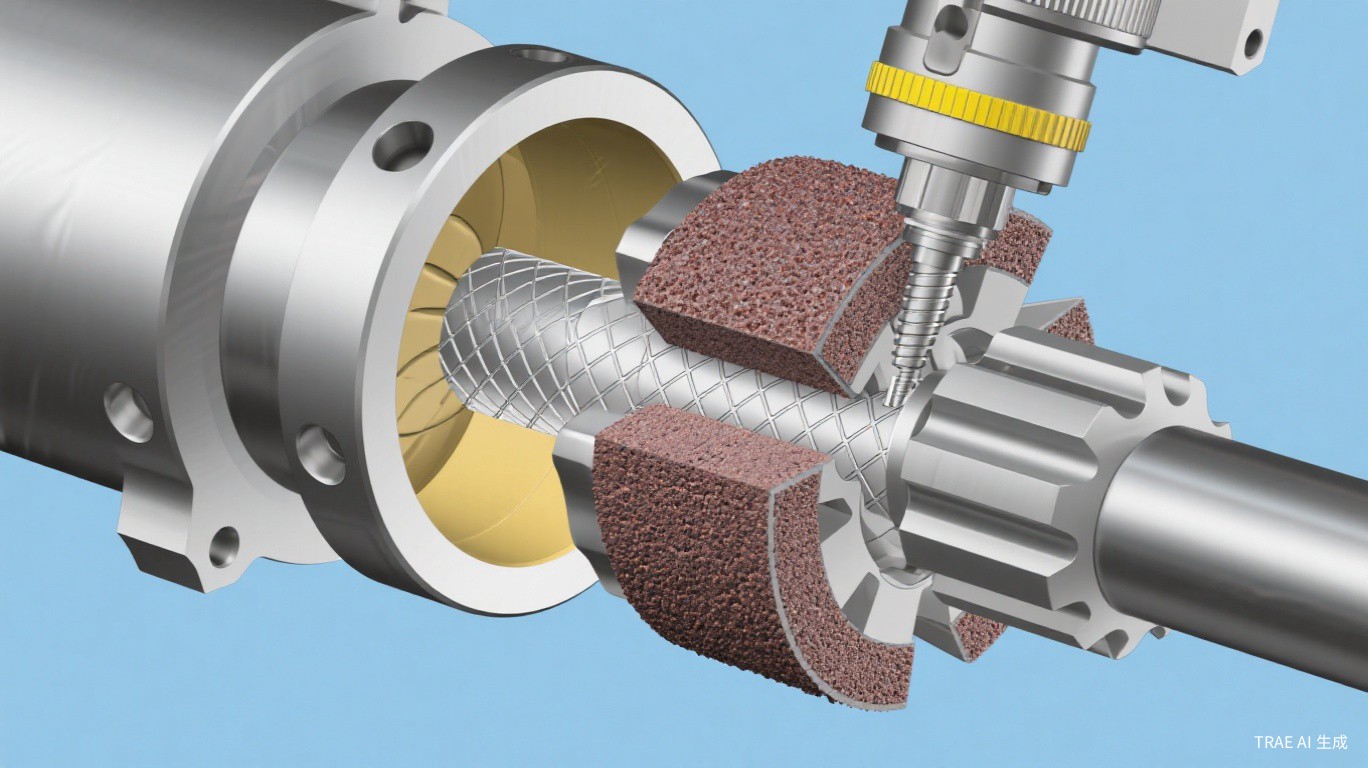
珩磨加工时,珩磨头在工件孔内作旋转运动和往复直线运动的复合运动。旋转运动使油石对孔壁进行圆周方向的磨削,往复运动使油石沿轴向移动覆盖整个加工长度。两种运动的合成在孔壁表面形成独特的交叉网纹(交叉角通常为30度到60度),这种网纹结构有利于润滑油的存储和分布,是发动机气缸孔等摩擦副表面的理想形貌。珩磨头上的油石通过涨缩机构(液压或机械)实现径向进给,进给方式分为定压进给(恒定磨削压力)和定量进给(恒定径向进给量)。定压进给的加工效率较低但表面质量稳定,定量进给的效率较高但需要精确控制进给量以避免过度磨削。
| 珩磨参数 | 推荐范围 | 影响因素 | 对加工效果的影响 |
|---|---|---|---|
| 圆周速度(m/min) | 15-60 | 工件材料、孔径、油石种类 | 影响表面粗糙度和材料去除率 |
| 往复速度(m/min) | 5-25 | 孔长、交叉角要求 | 影响网纹角度和轴向均匀性 |
| 交叉角(度) | 30-60 | 圆周速度/往复速度比 | 影响润滑性能和表面质量 |
| 磨削压力(MPa) | 0.5-3.0 | 工件材料、油石粒度 | 影响材料去除率和表面质量 |
| 冷却液流量(L/min) | 20-100 | 孔径、油石宽度 | 影响冷却效果和排屑 |
二、油石选择与工艺参数
2.1 油石材料与粒度选择
珩磨油石由磨料、结合剂和气孔三部分组成。磨料种类包括碳化硅(GC,适用于铸铁、铝合金等软材料)、白刚玉(WA,适用于淬硬钢和合金钢)、立方氮化硼(CBN,适用于高硬度材料和批量生产)和金刚石(D,适用于硬质合金和陶瓷等超硬材料)。油石粒度根据加工余量和表面粗糙度要求选择:粗珩磨(去除余量0.01-0.05mm)使用粒度F80-F180的油石,精珩磨(去除余量0.005-0.01mm)使用粒度F220-F400的油石,超精珩磨(Ra小于等于0.1微米)使用粒度F600-F1200的油石。结合剂通常为陶瓷结合剂(V)或树脂结合剂(B),陶瓷结合剂的自锐性好,适合粗珩磨;树脂结合剂的弹性好,适合精珩磨。
2.2 工艺参数设置方法
珩磨工艺参数的设置需要根据工件材料、孔径、加工余量和表面质量要求进行系统化选择。以发动机气缸孔珩磨为例:缸径85mm,材料为铸铁(HT250),珩磨余量0.03-0.05mm,要求Ra小于等于0.4微米,交叉角40度到50度。粗珩磨参数:使用GC/F120陶瓷结合剂油石,圆周速度45m/min,往复速度20m/min(交叉角约48度),磨削压力1.5MPa,冷却液为专用珩磨油(粘度4-8cSt)。精珩磨参数:使用GC/F320树脂结合剂油石,圆周速度30m/min,往复速度15m/min(交叉角约53度),磨削压力0.8MPa。平台珩磨(Plateau Honing)参数:使用GC/F600油石,短时间(3-5秒)轻压珩磨,在粗网纹基础上形成平滑的平台区域,Rpk小于0.2微米,Rk1.0-2.0微米,Rvk大于1.0微米。
三、质量控制与检测方法
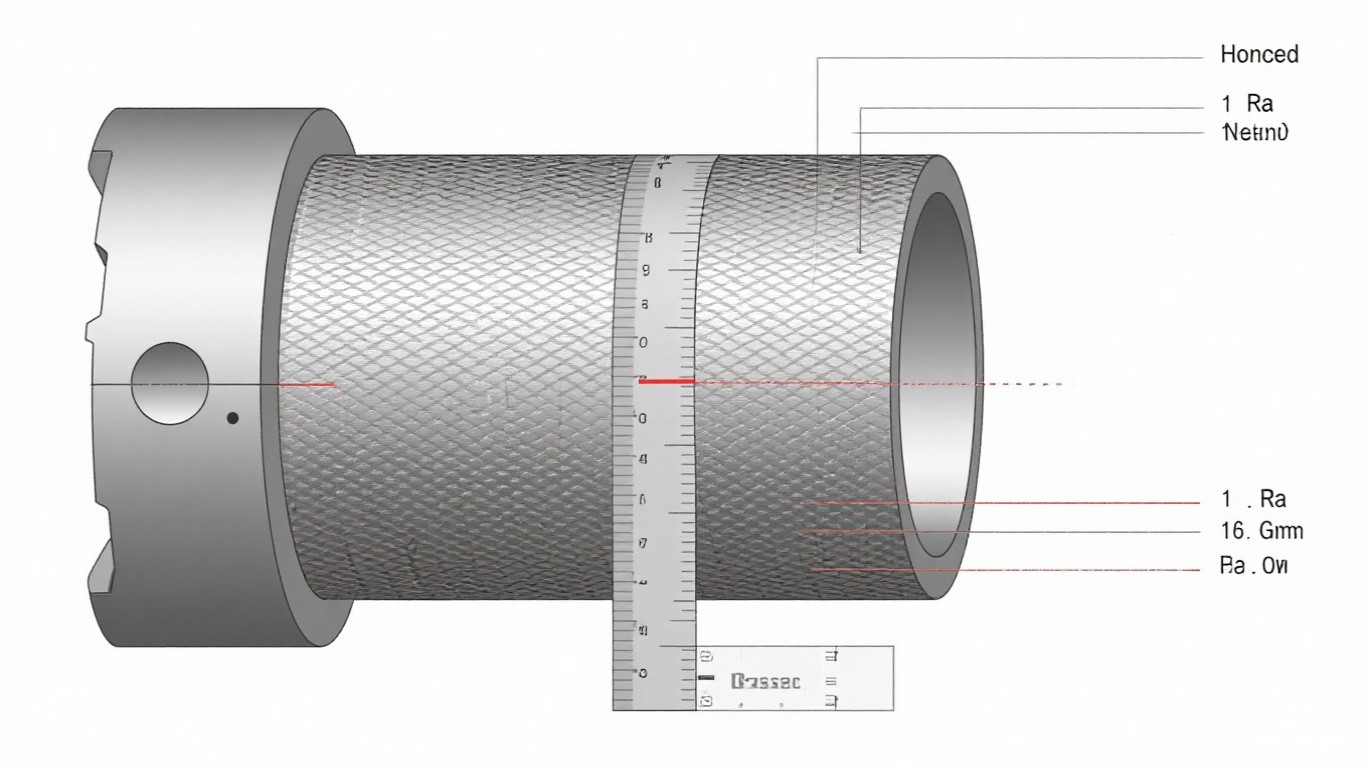
珩磨加工的质量控制包括尺寸精度、形状精度、表面粗糙度和表面形貌四个方面。尺寸精度通过气动量仪或内径千分尺在加工过程中和加工后进行测量,现代数控珩磨机配备在线测量系统,能够实现闭环控制——根据测量结果自动补偿油石的径向进给量。形状精度(圆度、圆柱度、直线度)通过圆度仪或三坐标测量机检测。表面粗糙度使用触针式粗糙度仪测量Ra、Rz和Rk参数组。表面形貌(网纹角度、支承率曲线)使用专用表面形貌仪或光学轮廓仪检测。对于发动机气缸孔,还需要检测Rk参数组(Rk核心粗糙度深度、Rpk减小峰高、Rvk减小谷深、Mr1和Mr2材料比率),这些参数直接反映气缸壁的润滑和耐磨性能。
提示:珩磨加工对冷却液的清洁度要求极高,冷却液中的杂质颗粒会嵌入油石表面或划伤已加工表面。建议使用精度5-10微米的过滤器,并定期更换冷却液。
四、常见问题与解决方案
- 孔径尺寸不稳定:检查在线测量系统是否校准,确认油石涨缩机构的灵敏度,检查冷却液温度是否波动(温度变化1度约影响孔径0.001mm)
- 圆柱度超差(喇叭口或腰鼓形):检查油石超出量(油石超出工件两端的长度应为油石长度的1/3-1/2),调整往复行程位置
- 表面出现烧伤或裂纹:降低磨削压力,增加冷却液流量,检查油石是否堵塞需要修整
- 网纹角度不均匀:检查往复换向位置的停留时间是否一致,确认往复速度是否稳定
- 表面粗糙度不达标:更换更细粒度的油石,降低磨削压力,延长精珩磨时间
五、实操案例:发动机缸体气缸孔珩磨
某四缸发动机缸体气缸孔直径86mm,材料为灰铸铁(HT250),孔深120mm。珩磨工序分为粗珩、精珩和平台珩三步。粗珩:GC/F120陶瓷油石,圆周速度48m/min,往复速度22m/min,磨削压力1.2MPa,去除余量约0.03mm。精珩:GC/F320树脂油石,圆周速度32m/min,往复速度16m/min,磨削压力0.6MPa,去除余量约0.008mm。平台珩:GC/F600树脂油石,圆周速度25m/min,往复速度12m/min,磨削压力0.3MPa,时间5秒。最终检测结果:孔径86.005-86.015mm,圆度0.003mm,圆柱度0.005mm,Ra0.25微米,Rk=1.2微米,Rpk=0.15微米,Rvk=1.5微米,Mr1=8%,Mr2=85%,网纹交叉角42度,完全满足发动机厂的技术规范。
六、总结与建议
珩磨加工是实现精密内孔加工的关键工艺,其独特的交叉网纹表面形貌在摩擦副应用中具有不可替代的优势。珩磨工艺的成功实施需要综合考虑油石选型、工艺参数设置、冷却液管理和质量检测等多个环节。建议企业配备专用的珩磨冷却液系统,配备精密过滤和温控装置。建立油石寿命管理档案,根据加工件数或累计磨削量及时更换油石。对于批量生产的精密珩磨,建议使用数控珩磨机配备在线测量和闭环控制系统,实现加工精度的自动补偿和稳定控制。