金属表面喷砂喷丸处理工艺:原理、参数与应用全面解析
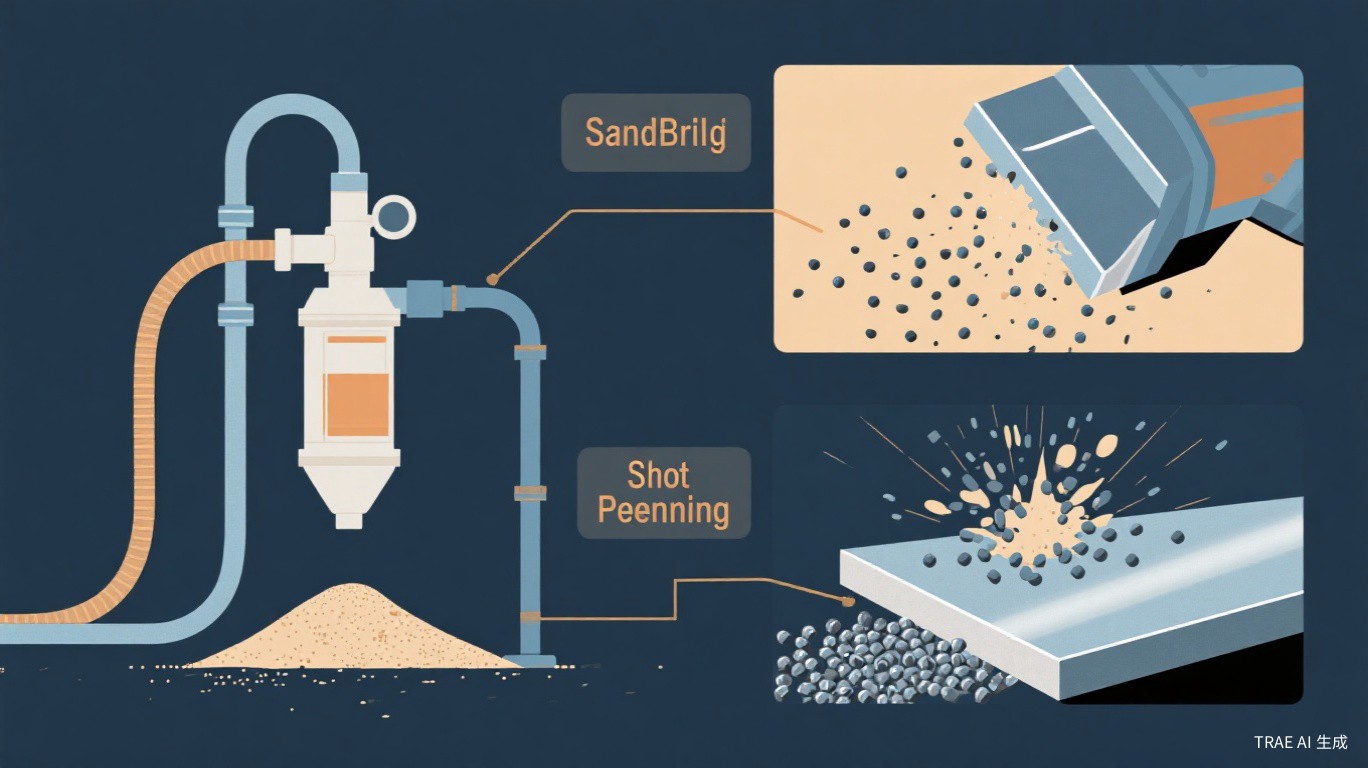
喷砂(Sandblasting)和喷丸(Shot Peening)是金属表面处理中两种重要但目的不同的工艺方法。喷砂主要用于表面清理和粗化,通过高速喷射磨料颗粒去除工件表面的氧化皮、锈蚀、旧漆层和焊接飞溅,同时使表面获得均匀的粗糙度,为后续的喷涂、电镀或油漆工序提供理想的基底。喷丸(喷丸强化)则是一种表面强化工艺,通过高速喷射金属弹丸在工件表面产生塑性变形层,形成残余压应力,从而显著提高零件的疲劳强度和抗应力腐蚀能力。本文将全面讲解喷砂和喷丸处理的工作原理、设备类型、工艺参数选择和质量控制方法。
一、喷砂工艺原理与设备
喷砂处理利用压缩空气将磨料颗粒加速至高速(通常50-100m/s),喷射到工件表面进行冲击清理。磨料颗粒的动能转化为对工件表面的冲击力和切削力,去除表面的附着物并使表面粗糙化。喷砂设备按工作方式分为干喷砂和湿喷砂两大类。干喷砂设备包括压力式喷砂机(磨料罐加压将磨料送入喷砂管,效率高,适合大面积处理)、吸入式喷砂机(利用压缩空气在喷砂管中产生的负压吸入磨料,结构简单,适合小面积处理)和离心式喷砂机(利用叶轮离心力抛射磨料,适合大批量自动化生产)。湿喷砂设备将磨料与水混合后喷射,能够有效抑制粉尘污染,适合对环境要求严格的场合。
| 磨料类型 | 粒度范围 | 硬度(HV) | 适用材料 | 喷砂压力(MPa) | 表面粗糙度Ra(微米) |
|---|---|---|---|---|---|
| 棕刚玉 | 0.5-2.0mm | 1800-2200 | 碳钢、铸铁 | 0.4-0.7 | 3-12 |
| 白刚玉 | 0.1-1.5mm | 2000-2300 | 不锈钢、合金钢 | 0.3-0.6 | 2-8 |
| 碳化硅 | 0.1-1.0mm | 2600-3200 | 硬质合金、陶瓷 | 0.3-0.5 | 1-6 |
| 玻璃微珠 | 0.05-0.5mm | 500-600 | 铝合金、不锈钢装饰面 | 0.2-0.4 | 0.5-3 |
| 钢砂 | 0.5-2.0mm | 600-800 | 碳钢除锈 | 0.4-0.7 | 5-15 |
| 核桃壳粒 | 0.5-2.0mm | – | 精密零件去毛刺(不伤基体) | 0.2-0.4 | 1-4 |
二、喷丸强化工艺
2.1 喷丸强化原理
喷丸强化的原理是高速弹丸撞击金属表面,使表面发生塑性变形,塑性变形层在表层产生残余压应力(通常为200-800MPa),同时使表层的晶粒细化(纳米化),从而提高零件的疲劳强度、抗应力腐蚀开裂能力和抗微动磨损能力。研究表明,适当的喷丸强化可以使钢制零件的弯曲疲劳强度提高20%-40%,齿轮的接触疲劳寿命提高2-5倍,弹簧的疲劳寿命提高3-10倍。喷丸强化使用的弹丸材料包括铸钢丸(硬度HRC40-65)、不锈钢丸(适用于不锈钢和高温合金零件)、陶瓷丸(适用于高强度钢和钛合金)和玻璃丸(适用于铝合金和薄壁零件)。
2.2 喷丸强化参数控制
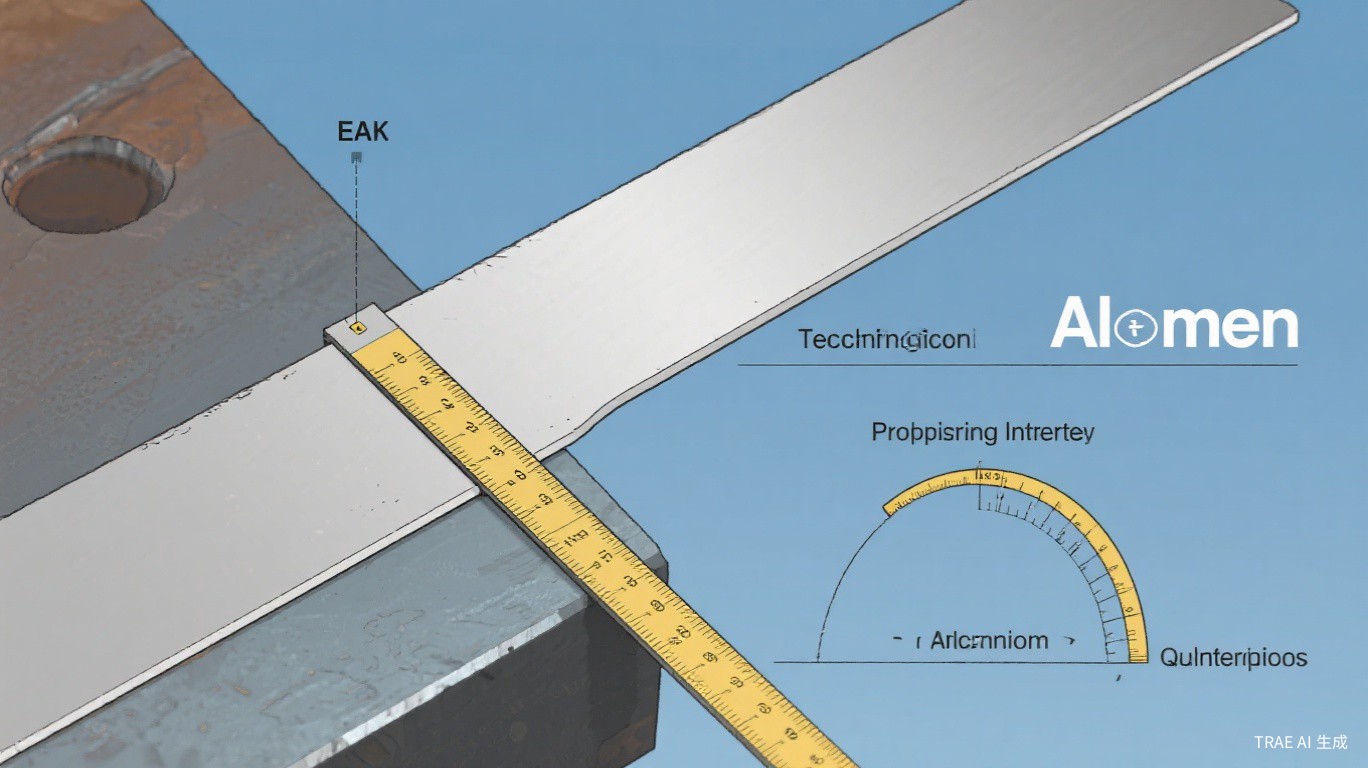
喷丸强化的核心参数是喷丸强度(Almen强度)和表面覆盖率。喷丸强度通过Almen试片(标准弧高度试片)测量:将标准试片固定在专用夹具上,经喷丸处理后取下,测量试片的弧高度值(单位mm),该值即为喷丸强度。常用的Almen试片有三种:A试片(厚度1.29mm,用于一般喷丸强度测量)、C试片(厚度2.39mm,用于高强度喷丸测量)和N试片(厚度0.79mm,用于低强度喷丸测量)。表面覆盖率是指弹丸撞击痕迹覆盖工件表面的百分比,标准要求达到100%(即每个点至少被弹丸撞击一次),实际操作中通常要求达到200%-300%的过覆盖率以确保均匀性。
三、质量控制与检测方法
喷砂处理的质量控制主要包括表面清洁度等级和表面粗糙度两个指标。表面清洁度按ISO 8501-1标准分为Sa1(轻度清理)到Sa3(最彻底清理)四个等级,其中Sa2.5(非常彻底清理,表面无可见油脂、污垢、氧化皮和锈蚀)是喷涂前处理的最低要求。表面粗糙度使用粗糙度比较样块或触针式粗糙度仪测量,喷涂前通常要求Ra=2.5-6.0微米。喷丸强化的质量控制包括喷丸强度(Almen弧高度)、表面覆盖率、残余压应力分布和表面粗糙度。残余压应力的检测使用X射线衍射法(XRD),能够无损测量表面和次表面的残余应力分布。
提示:喷砂和喷丸操作必须配备完善的个人防护装备(PPE),包括防尘口罩或呼吸器、防护服、护目镜和隔音耳罩。喷砂产生的粉尘中含有游离二氧化硅,长期吸入会导致矽肺病,必须确保工作场所的粉尘浓度符合职业健康标准。
四、常见问题与解决方案
- 喷砂后表面粗糙度不均匀:调整喷砂角度(应为75度到90度)和喷砂距离(150-300mm),确保喷枪匀速移动,检查磨料粒度是否均匀
- 喷砂后工件变形:降低喷砂压力,采用多次轻喷代替一次重喷,对薄壁件增加工装支撑
- 喷丸强度不足:提高喷丸压力或弹丸速度,增大弹丸直径,延长喷丸时间,检查弹丸磨损情况
- 表面覆盖率不达标:调整喷嘴角度和移动速度,确保弹丸流覆盖整个工件表面,增加喷丸时间
- 弹丸嵌入工件表面:检查弹丸硬度是否过高(弹丸硬度应比工件硬度高HRC5-10),降低喷丸压力
五、实操案例:曲轴喷丸强化处理
某发动机曲轴材料为42CrMo钢,调质处理后硬度HRC32-36,要求对曲轴圆角处进行喷丸强化以提高疲劳强度。喷丸参数:使用铸钢丸S170(直径0.71mm,硬度HRC55-62),喷丸强度0.4-0.6mm A(Almen A试片弧高度),表面覆盖率大于等于200%,喷丸后表面粗糙度Ra小于等于6.3微米。喷丸设备为数控喷丸机,配备6个喷嘴,曲轴安装在专用旋转夹具上,喷嘴按程序设定的轨迹和角度对圆角处进行喷丸。加工后检测:Almen强度0.48mm A,覆盖率230%,圆角处残余压应力约-550MPa(XRD测量),压应力层深度约0.3mm。疲劳试验结果表明,喷丸后曲轴的弯曲疲劳强度比未喷丸提高约35%。
六、总结与建议
喷砂和喷丸是金属表面处理中不可或缺的工艺方法,喷砂为后续涂层提供理想的表面基底,喷丸强化则显著提升零件的疲劳寿命。两种工艺的参数控制直接决定了处理效果,建议企业建立完善的工艺参数数据库和质量检测记录。喷丸强化设备应定期校准Almen强度测量系统,确保喷丸强度的一致性。操作人员必须经过专业培训并取得相应资质,严格遵守安全操作规程和职业健康防护要求。