数控慢走丝线切割编程与操作
数控慢走丝线切割(Wire Electrical Discharge Machining,简称WEDM)是利用连续移动的细金属丝(通常为黄铜丝或镀锌丝)作为电极,对导电材料进行电火花放电加工的一种精密加工方法。慢走丝线切割的加工精度可达正负0.002mm,表面粗糙度可达Ra0.2微米,是精密模具制造和精密零件加工不可或缺的工艺手段。与快走丝线切割相比,慢走丝线切割的电极丝只使用一次(不重复使用),加工精度和表面质量远高于快走丝。慢走丝线切割广泛应用于冲裁模具的凹凸模加工、精密齿轮加工、精密窄缝加工和复杂形状零件的切割加工。
一、慢走丝线切割的基本原理
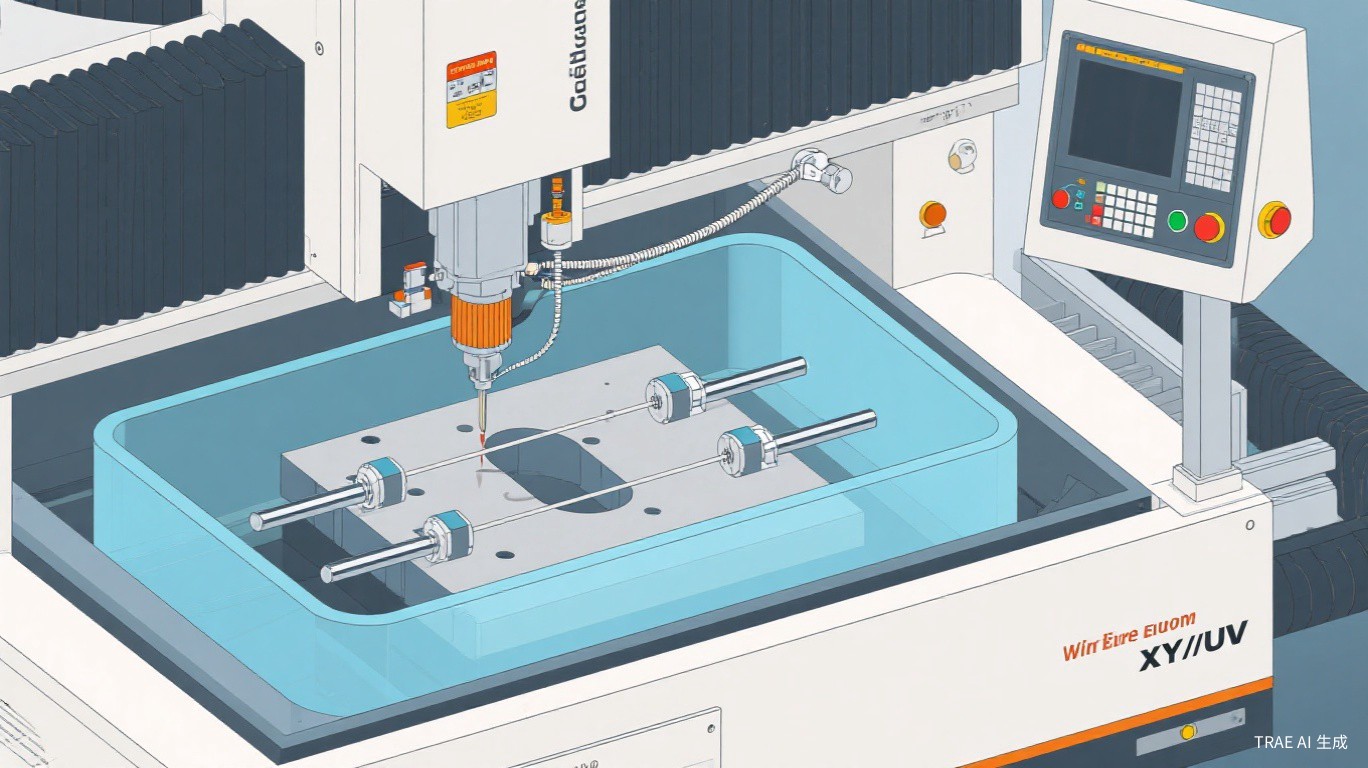
慢走丝线切割的加工原理是:在电极丝(通常直径0.10~0.30mm的黄铜丝)和工件之间施加脉冲电压(通常为60~200V),在去离子水介质中产生电火花放电。放电瞬间产生的高温(可达10000度C以上)使工件材料局部熔化和气化,被去离子水冲走,从而实现材料去除。电极丝以0.1~0.3m/min的低速单向移动,确保放电加工的稳定性。去离子水的电导率控制在5~15微S/cm范围内,过低则放电效率低,过高则加工间隙增大、精度下降。
| 电极丝类型 | 直径范围 | 抗拉强度 | 适用场景 | 加工精度 |
|---|---|---|---|---|
| 黄铜丝 | 0.10~0.30mm | 500~900N/mm2 | 通用加工 | 正负0.005mm |
| 镀锌黄铜丝 | 0.10~0.25mm | 500~900N/mm2 | 高速粗加工 | 正负0.005mm |
| 钼丝 | 0.05~0.10mm | 1400~2000N/mm2 | 精密切割、窄缝 | 正负0.002mm |
| 钨丝 | 0.03~0.05mm | 2500~3500N/mm2 | 超精密加工 | 正负0.001mm |
二、编程方法与指令系统
2.1 ISO编程格式
慢走丝线切割编程采用ISO标准G代码,常用指令包括:G01直线插补、G02/G03圆弧插补、G40/G41/G42刀具补偿(丝径补偿)、G92设定坐标系原点、G04暂停、M00程序停止、M02程序结束、T代码调用加工条件等。与数控铣削编程不同的是,线切割编程需要考虑丝径补偿和放电间隙补偿。丝径补偿值=电极丝半径+放电间隙(通常0.02~0.05mm),方向根据切割路径的偏移方向确定(G41左偏、G42右偏)。
2.2 编程实例
加工一个边长20mm的正方形零件,使用0.20mm黄铜丝,放电间隙0.03mm,丝径补偿值=0.10+0.03=0.13mm。编程如下:G92 X0 Y0(设定起点坐标);G41 D0.13(左偏补偿,补偿值0.13mm);G01 X20.0(切割第一条边);G01 Y20.0(切割第二条边);G01 X0(切割第三条边);G01 Y0(切割第四条边,回到起点);G40(取消补偿);M02(程序结束)。对于圆弧加工,如切割半径10mm的整圆:G92 X10.0 Y0;G42 D0.13;G02 X10.0 Y0 I-10.0 J0(I、J为圆心相对于起点的坐标);G40;M02。
三、加工条件设定
3.1 电参数设定
慢走丝线切割的加工条件主要包括:脉冲宽度(ON time)、脉冲间隔(OFF time)、峰值电流(IP)、加工电压(MAO)、伺服进给速度(SV)和冲液压力。粗加工时采用大脉冲宽度(5~20微秒)、大峰值电流(10~30A)、低伺服速度,以获得高的材料去除率。精加工时采用小脉冲宽度(0.5~2微秒)、小峰值电流(1~5A)、高伺服速度,以获得好的表面质量。现代慢走丝机床(如Mitsubishi、Sodick、Makino等品牌)通常内置多组加工条件参数,操作者只需选择材料类型、板厚和加工精度等级,系统自动优化电参数。
3.2 多次切割工艺
慢走丝线切割通常采用多次切割工艺(也叫修刀),即在同一轮廓上进行多次切割,每次切割去除少量材料并逐步提高精度和表面质量。典型的多次切割工艺为:第一次切割(主切)去除大部分材料,留余量0.03~0.05mm,加工速度100~200mm2/min;第二次切割(第一次修切)去除余量的一半,加工速度30~50mm2/min;第三次切割(第二次修切)进一步精修,加工速度10~20mm2/min;第四次切割(精修)最终精修,加工速度3~5mm2/min,表面粗糙度可达Ra0.2微米。
四、操作要点与注意事项
提示:慢走丝线切割加工中,工件的装夹和找正是保证加工精度的关键。应使用专用夹具或磁力吸盘装夹工件,找正精度应达到0.005mm以内。
- 穿丝操作:电极丝的穿丝是慢走丝操作的基本功。穿丝时先将电极丝通过上导丝嘴、导轮和张紧轮,然后穿过工件上的穿丝孔,最后通过下导丝嘴。穿丝孔通常用小孔机(电火花打孔机)预先加工,直径1.0~3.0mm。穿丝后调整张力至规定值(黄铜丝通常为5~15N)。
- 工件找正:使用机床的自动找正功能(接触感知功能),分别对工件X方向和Y方向的基准面进行找正。找正精度应达到0.005mm以内。对于高精度加工,还应进行工件厚度测量和丝垂直度校正。
- 加工监控:加工过程中应监控放电状态(火花颜色和声音)、加工速度和断丝情况。正常放电时火花呈蓝色或白色,声音均匀连续。如果出现红色火花或断续放电,应降低加工速度或检查电参数设置。
- 斜度切割:慢走丝线切割可以进行锥度切割(UV轴联动),实现上下异形切割。锥度切割时需要设定上下导丝嘴的距离、工件厚度和切割锥度角。最大锥度角通常为正负15度~正负30度(根据机床型号确定)。
五、实操案例
某模具厂加工一套硅钢片冲裁模具的凹模,材料为SKD11(HRC60-62),板厚40mm,型腔尺寸精度正负0.003mm,表面粗糙度Ra0.4微米。使用Sodick ALN400G慢走丝线切割机床,电极丝为0.20mm镀锌黄铜丝。加工工艺:先用小孔机在型腔废料区域加工3个穿丝孔(直径1.5mm);第一次主切,加工条件C240(IP=22A,ON=12微秒,OFF=8微秒),加工速度约150mm2/min,留余量0.04mm;第二次修切,条件C220,速度40mm2/min;第三次修切,条件C210,速度15mm2/min;第四次精修,条件C200,速度5mm2/min。总加工时间约8小时。检测型腔尺寸精度正负0.002mm,表面粗糙度Ra0.35微米,切割面垂直度0.003mm/40mm,满足精密冲裁模具要求。
六、总结与建议
慢走丝线切割是精密模具制造的核心工艺,其加工精度和表面质量是其他加工方法难以替代的。操作人员需要熟练掌握编程方法、加工条件设定和操作技巧。多次切割工艺是保证加工质量的关键,应根据工件材料、板厚和精度要求合理选择切割次数和加工条件。建议企业建立标准化的加工条件数据库,针对常用材料和板厚组合优化加工参数,提高加工效率和质量稳定性。